







Image gallery for the 8th Global CemFuels Conference which took place in Vienna, Austria on 25 - 26 February 2014.




















































































































































































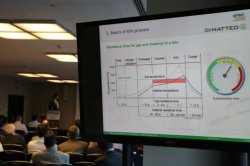












































































































































































































































































































































































































































































































































































Image gallery for the 8th Global CemFuels Conference which took place in Vienna, Austria on 25 - 26 February 2014.

Nominations are now open for the Global CemFuels Awards 2025 (to 1 August 2025).
Alternative fuels-using company of the year: Irish Cement
Alternative fuels supplier of the year: WKE - N+P Group
Outstanding alternative fuel project: Mannock - FLSmidth FuelFlex pyrolyser project
Most innovative technology for alternative fuel use: Molinari MT-Series 'hollow-rotor' single shaft shredder
Outstanding contribution for the promotion of AF: Alterline
Global Fuels Personalities of the Year: Matthias Schumacher, aixprocess GmbH; Guiseppina Carnimeo, Ecopneus Scpa; Marco Egger, Lindner Recyclingtech GmbH; Clelia Di Matteo, Di Matteo Group; Paul Brown, Global Cement
Alternative fuels-using company of the year: OYAK Çimento
Alternative fuels supplier of the year: WKE - Waste Knot Energy
Outstanding alternative fuel project: ATS feeding and dosing line at MEDCEM
Most innovative technology for alternative fuel use: A TEC Rocket Mill
Outstanding contribution for the promotion of AF: Türkçimento
Global Fuels Personalities of the Year: Karel Jennissen, N+P International; Enrique Rozas, Drake Cement; Michael Suppaner, A TEC
Alternative fuels-using company of the year: Heidelberg Materials
Alternative fuels supplier of the year: Vanheede Alternative Fuels
Outstanding alternative fuel project: Çimsa Çimento's Mersin AF project
Alternative fuel project manager of the year: Stéphane Poellaer, Alterline
Most innovative technology for alternative fuel use: SICK MCS100FT continuous emissions monitoring system
Outstanding contribution for the promotion of AF: aixergee, part of the Loesche Group
Global Fuels Personalities of the Year: Xavier d'Hubert of XDH energy; Luigi Di Matteo of Di Matteo Förderanlagen; and Luis Realista of Portuguese AF-provider AVE
Awards not presented in 2021 due to Covid pandemic.
Alternative fuels-using company of the year: HeidelbergCement
Alternative fuels supplier of the year: Geocycle
Outstanding alternative fuel project: Vassiliko Cement, Cyprus
Alternative fuel project manager of the year: George Americanos, Enerco Energy Recovery Ltd
Most innovative technology for alternative fuel use: Dex Drive, by Lindner
Outstanding contribution for the promotion of AF: VDZ
Global Fuels Personality of the Year: Majed Alosailan of City Cement Company, Saudi Arabia
Alternative fuels-using company of the year: HeidelbergCement
Alternative fuels supplier of the year: N&P (Netherlands)
Outstanding alternative fuel project: Lafarge Cement's Kujawy plant, with Lindner Recyclingtech
Alternative fuel project manager of the year: George Americanos, Enerco Energy Recovery Ltd
Most innovative technology for alternative fuel use: SICK SCP3000/MCS300P hot wet kiln inlet process gas analyser system
Outstanding contribution for the promotion of AF: Combined World Bank/Government of Vietnam team working on use of hazardous waste as alternative fuels for cement
Global Fuels Personality of the Year: Andy Hill, Cynosure Partners Ltd
Alternative fuels-using company of the year: CRH
Alternative fuels supplier of the year: N&P (Netherlands)
Outstanding alternative fuel project: Vassiliko Cement and N+P for SubCoal-burning project in Cyprus
Alternative fuel project manager of the year: Samuel Zühlsdorf of thyssenkrupp
Most innovative technology for alternative fuel use: Molinari TP series shredder
Outstanding contribution for the promotion of AF: Cembureau
Global Fuels Personality of the Year: Con Manias of FCT, Australia
Most innovative technology for alternative fuel use: Lindner-Recyclingtech’s Polaris single-shaft shredder
Alternative fuels-using company of the year: HeidelbergCement
Alternative fuels supplier of the year: N&P (Netherlands)
Outstanding alternative fuel project: HeidelbergCement’s Lengfurt cement plant, Germany
Alternative fuel project manager of the year: Marco Mater of AVE, Portugal
Outstanding contribution for the promotion of AF: CEMA Foundation of Spain
Global Fuels Personality of the Year: Sebastian Rosin of Atritor Ltd
Most innovative technology for alternative fuel use: Lindner-Recyclingtech’s shredders
Alternative fuels-using company of the year: LafargeHolcim
Alternative fuels supplier of the year: N&P (Netherlands)
Outstanding alternative fuel project: Cemex/SUEZ for the Malpass Farm project
Alternative fuel project manager of the year: Frederico Contente of Masias, Spain
Global Fuels Personality of the Year: Jan Theulen (HeidelbergCement)
Most innovative technology for alternative fuel use: Putzmeister Solid Pumps
Alternative fuels-using company of the year: Cemex
Alternative fuels supplier of the year: N&P (Netherlands)
Outstanding alternative fuel project: Slite Cement, Cementa - HeidelbergCement (burning AF beyond 60% TSR with imported materials)
Global Fuels Personality of the Year: Ted T. Reese (Cadence Environmental Energy)
Most innovative technology for alternative fuel use: RDF Compact Plant, Lindner
Alternative fuels-using company of the year: Cemex
Alternative fuels supplier of the year: Eco-Processa (Brazil)
Outstanding alternative fuel project: Carmeuse Lime & Stone, Grand River Project (suppliers included Schenck Process, Keith Walking Floor, Process Plus, SMP Welding, KFS and fuel supplier Vexor)
Global Fuels Personality of the Year: Ed Verhamme (Alternate Resource Partners)
Most innovative technology for alternative fuel use: FCT's Lofting Air Technology
Alternative fuels-using company of the year: Cemex
Alternative fuels supplier of the year: SITA UK Ltd
Outstanding alternative fuel project: Akçansa Büyükçekmece burner modification by FCT
Global Fuels Personality of the Year: Neville Roberts (Cemex)
Most innovative technology for alternative fuel use: KHD Combustion Chamber
Alternative fuels-using company of the year: Cemex
Alternative fuels supplier of the year: CBR/Sita Recyfuel joint-venture
Outstanding alternative fuel project: Continental Cement of Hannibal, Missouri, and Green America Recycling company
Global Fuels Personality of the Year: Dirk Lechtenberg
Most innovative technology for alternative fuel use: Air Products Mixing Air
Alternative fuels company of the year: HeidelbergCement
Global Fuels equipment supplier of the year: WTW Handling
Global Fuels Personality of the Year: Alexander Koshi
Outstanding alternative fuel project (cement or lime company): Lehigh Cement's Union Bridge plant (biofuels project)
Most innovative technology for alternative fuel use: Cadence Environmental Solutions: Mixing Air
Outstanding electrical energy efficiency project (cement or lime company): Cemex's EURUS wind power project (Mexico)
Alternative fuels company of the year: Vexor - for Vexor Engineered Fuel
Global Fuels Personality of the Year: Michael Blumenthal, Rubber Manufacturers Assocation
Outstanding alternative fuel project (cement or lime company): Geocycle's Holly Hill facility
Most innovative technology for alternative fuel use: Lindner Recyclingtech for its comprehensive range of recycling solutions
Outstanding electrical energy efficiency project (cement or lime company): California Portland Cement's Mojave plant
Most innovative technology for electrical energy efficiency: Airstream Fans for its new fan technology, as applied in recent projects for Titan Cement
Global Fuels Personality of the Year: Eric Hansen (of Cadence and Eric Hanson & Associates)
Outstanding alternative fuel project (cement or lime company): Cemex Deutschland for the Rüdersdorf Cement plant
Most innovative technology for alternative fuel use: FLSmidth for Hotdisc
Most innovative technology for electrical energy efficiency: ABB for Expert Optimizer
Global Fuels Personality of the Year: Professor Fred Lockwood, Cinar/Imperial College

5th Global Fuels Conference 2011
12-13 April, Kuala Lumpur, Malaysia
Conference review by Robert McCaffrey, conference convenor
Image gallery for the 5th Global Fuels Conference 2011
The 5th Global Fuels Conference for cement and lime has successfully taken place in Kuala Lumpur, Malaysia, on 12-13 April, with around 100 delegates from 20 countries in attendance, 50% of whom were cement and lime producers. The 6th Global Fuels Conference for alternative fuels for cement and lime will take place in Aachen, Germany, in 2012.
The 5th Global Fuels Conference for cement and lime took place at the five-star Sheraton Imperial hotel in Kuala Lumpur, a short distance from the spectacular Petronas Towers, formerly the tallest buildings in the world. The conference was opened by the event's convenor, Dr Robert McCaffrey, who outlined possible future trends in alternative fuels around the world. In the US, despite the continuing focus on cost-cutting, the permitting regime and well-meaning but misguided environmentalist lobbying have combined to make the increased use of alternative fuels (AF) very difficult if not impossible - much to the detriment both of the cement industry and the environment. Europe is well-recognised as having a great deal of experience with AF and continues to push the boundaries of what is possible in this area - partly by demonstrating that AF leads to lower overall emissions. The Middle East - due to its energy-wealth - seems not to be enthusiastic about AF. However Iran, despite its oil reserves, is now starting to become serious about using more AF, largely due to the elimination of fuel subsidies by the government. South east Asia currently has low AF fuel use but will use more as expertise is transferred, while it seems certain that China will become one of the leading users of AF in its cement industry, over a very short time-span and certainly within the next decade. Due to competition with other industries, the cement industry is destined to become more like a waste-processing industry, in order to provide itself with fuels based on domestic waste, a trend that has already been witnessed in a number of countries around the world.
Jan Theulen of HeidelbergCement (HC) went on to point out that - in his view - sustainability is the only way for a cement company to remain profitable in the long term. HC reduced its dust emissions (g/t clinker) by 35% between 2000 and 2008, while at the same time reducing its NOx emissions by 19% and its SOx emissions by 30%, partly by increasing its use of AF by 17% over the period. The company has a target of 22% thermal substitution rate (TRS) of AF by 2012 and 30% by 2020 (and a biomass rate of 6% and 9% respectively), by which means it will retain its place as the cement company with the highest TSR in the world. Europe already has high TRS rates, so that the majority of the improvements will come from changes in fuel mixes in Asia. Jan pointed out that fuels vary from region to region and he said that to successfully use AF in Asia it is important to have active people working on the ground - these are not schemes that are driven by the corporate office, but rather they become successful due to the commitment of local teams. Jan Theulen suggested that the cement industry is a service provider when it comes to waste usage, which requires a different mind-set from its normal role as cement producer. He pointed to a number of HC's AF projects in Asia, including a sewage sludge project for its plant in Guangzhou, China, which has saved around 25,000t of coal usage each year, a rice husk processing project in Indonesia which has led to a TSR rate of 20% and which saves 40,000t of coal each year and a mixed hazardous liquid waste, rice husk and sawdust project in the same country which can provide significant TSR at a feed rate of 10t/hour without deleterious impact on production, emissions or product quality.
Rezaul Karim next expostulated on the use of palm oil fuel ash (POFA) and rice husk ash (RHA) in cement blends due to their pozzolanic properties and pointed out that at low levels of substitution, they both increase the final compressive strength of mortar cubes and also increase sulphate resistance.
Alexander Koshi of PEG India was next up and forecast that the Indian cement industry would continue to grow through the period to 2014, largely due to India's 12th Five Year Plan, which specifies major infrastructure investment, especially in cement-intensive industrial zones and highways. However, largely due to unconstrained industry expansion over the last few years, profitability 'continues to be elusive' (despite the cartel-like behaviour of the cement market) and environmental regulations are becoming ever more stringent. Fuel costs make up around 29% of total costs for the industry and will tend to increase in the future, particularly after Coal India recently raised prices by 30%. A flight to increased AF use is all-but inevitable. India's population of 1.2bn people currently produces around 200,000t of waste each day, or 38Mt/year. At the present time, 95% of municipal waste is dumped in landfill (but not until all the valuable fractions such as metals, plastics and paper have been picked out by an entire caste of people). Alexander pointed out that as GDP grows in India, the valuable fraction of municipal solid waste (MSW) will probably increase while the inert fraction will decrease, potentially making MSW more attractive to the cement industry as AF. Needless to say, there is a huge potential use of AF in India.
Luc Rieffel of the ATS Group, part of Walter Materials Handling, next gave details of an AF project at SOCOCIM in Senegal, which used jatropha and groundnut residues as fuel, despite its 50% moisture content. A front-end loader was used to load around 10t/hour into a hopper and weighbelt feeder, which then fed into a pneumatic system that led to the main burner: a 40% TSR was achieved with the system. Another project at Siam Cement in Thailand used oil and sewage sludge, but two extra waste streams were also required - a fine stream consisting of powders and shredded plastic and a coarse stream composed of car headlamps and other bulky materials. The two new streams allowed an increase in TRS of 8%. A final case study at Holcim in the Philippines sought to use shredded rubber and plastic, while trying to minimise the introduction of false air in the system, through the use of a specially-designed double airlock valve featuring a cycle time of only six seconds and a counter-weight system to ensure full closure of each airlock. The practical details in the presentation were much appreciated by the assembled cement and lime producers.
A pair of presentations from FLS were next. Avinash Karrahe outlined FLSmidth's alternative fuels solutions, including the Hotdisc, the SLC-D downdraft calciner, Pfister Rotoscales for dosing, the Duoflex burner, a pipe-conveyor solution for AF and the OBA (oil burner atomiser) burner set. C.C. Leong of FLSmidth Pfister then gave further details of the company's feeding and dosing solutions for problematic alternative fuels. The FLS Pfister Rotor-weighfeeder is mounted on load cells and is much simpler than an equivlanet belt weighfeeder: it also measures actual weight, rather than density, is compact and is capable of handling both sludge and refuse-derived fuel (RDF). Mr Leong mentioned an AF project in Korea which used waste vinyl but which had been plagued with pneumatic conveyor blockages. Wood chips were added to the vinyl shreds, which absorbed moisture and made the combined material 'conveyable.'
Wai Chung Aw then gave a paper on behalf of Air Products, a company that uses oxygen to improve alternative fuel use. Mr Aw pointed out that AF often has a high moisture content and lower volatility which can reduce production when used with normal air (the nitrogen content of which absorbs heat and reduces flame temperatures). With an increased concentration of oxygen in the flame (and reduced nitrogen), flame stability and temperature are increased, available heat and heat transfer rates are increased and combustion efficiency is increased. CO and total hydrocarbon emissions are reduced and kilns are quicker to recover from temperature excursions. With the use of oxygen, a great variety of AF can be used - especially hard-to-burn materials or higher moisture materials - and oxygen can also be used to overcome ID fan or combustion air limitations. Production can be increased while product quality can be maintained, even while using AF. Depending on the fuel mix and the market conditions, payback can be as short as two months.
Matthias Mersmann of Aixergee next gave the assembled delegates an intriguing definition of AF: 'everything that burns that wasn't produced to be burned.' He went on to say that cement plants are normally designed to burn 'noble' fuels, but that AF can very from day to day, from season to season, from region to region and from country to country. There are many disadvantages to burning AF and all of them have to be addressed. Matthias pointed out that, against common belief, it is not always the case that primary air should be increased with the use of AF. In fact, it is important to understand the process to be able to design or to change the system to your needs: the final result should not necessarily be to maximise the TSR, but should be to arrive at the best (ie most profitable) economic situation (and highest TSR and greatest profitability are not necessarily achieved at the same level of AF use). Matthias concluded that to effectively burn AF, you should understand and optimise a number of different factors, including burnout times, flight residence times, flame shape, feed points and temperature and gas velocity distributions in the pyrprocessing system.
The final paper on the first day of the conference was given by Sebastian Devroe of Fives FCB. He described the company's low NOx precalciner, which is optimised for AF-firing and which reached 'zero-NOx' in 2005. Further research has allowed the system to be designed to achieve up to 70% TSR. In the company's D-NOx system, fuel residence time has been increased to achieve high burnout and low CO levels. Selective non-catalytic reaction (SNCR) ports can be tuned to meet NOx guarantees with low ammonia consumption. The design uses around 20% additional 'staging' or post-combustion air, which leads to a reduction in the NOx produced by the kiln.
Gala Dinner
On the evening of the first day of the conference, delegates were transported to the jungle setting of the Tamarind restaurant, high in the foothills surrounding Kuala Lumpur. After a pleasant meal, the Global Fuels awards were presented. Air Products was awarded the 'Technology of the year' award, and WTW Handling the award for 'Supplier of the year.' HeidelbergCement was awarded the Global Fuels 'Company of the year,' while Alexander Koshi was a popular winner of the Global Fuels 'Personality of the year' award. It was at the Gala Dinner that Aachen, Germany, was announced as the venue for the 2012 Global Fuels for cement and lime conference.
Second day
The first paper on the second day of the conference was given by Vincenzo Ferri of Italian company Cimprogetti. He mentioned that Italy's oldest lime company, the Zulian Lime Company, established in 1896, decided to build a greenfield lime plant and designed to be 100% fired with sawdust. A Cimprogetti twin-shaft regenerative kiln was used. Sawdust has a low heating value but also a low ash content (3% compared to up to 12% for some coals) and a moisture content of around 5%. A total of 36 burner lances are installed in each shaft to ensure uniform heat distribution. Since sawdust is considered to be CO2 neutral, the installation has resulted in a saving of 56,265t/year of CO2 compared to the use of coal. Mr Ferri went on to comment on his company's plans to use gasification of refuse-derived fuel (RDF) to create 'syngas' which would be used in place of natural gas. The characteristics of the syngas would depend on the RDF and the type of process used, but it would allow the maintenance of the quality of the final product while still consuming RDF.
Con Manias of FCT subsequently pointed out that there are dozens of different types of AF, all with differing characteristics. With this bewildering variety, FCT's approach to combustion design is to be thorough and systematic. For example, for a project at Turkey's Akçansa, FCT visited the plant and took measurements to determine the physical set-up of the pyroprocessing sytem, as well as determining all system constraints. FCT then modelled the system in a variety of ways including water-bead, alkali/acid modelling and CFD, before designing and optimising a new system that allowed the use of 100% petcoke through the main burner, up from a previous 30% maximum. The system also allowed production tonnages to be maintained while simultaneously providing a 10% increase in cement strength at 28 days. As Con pointed out, "Thorough mixing can be crucial for efficient combustion," while the lower calorific value (CV) and higher moisture content of AF can lead to lower peak flame temperatures and the subsequent reduction of process NOx. Con also mentioned his company's on-line continuous XRD mineral determination system, COSMA, which can be used to fine-tune the pyro-system towards greater efficiency.
Andrew Pal and his colleagues from Beta Analytic presented the company's methodology for determining the biomass component of alternative fuels via mass spectrometry of the carbon content of the fuel. Fossil fuels contain no C14, since it has a short half-life and practically none is left after 50,000 years. The determination of the biogentic component of AF is important, since non-fossil fuels can be removed from the greenhouse gas (GHG) emission inventory of a cement plant, and being biogenic do not require expensive emissions permits.
The penultimate paper at the conference was given by Wolfram Zschiesche of Vecoplan who presented case studies of AF reception, processing, handling, storage, reclaim and conveying. Wolfram went on to suggest that the future for AF in the cement industry would come with incoming AF being automatically allocated to different storage bins by a 'quality detector,' possibly on the basis of their moisture contents. These different quality fuels could then be blended (again automatically) to provide an homogenous fuel mix and consequent increased process stability.
The final paper at the conference was given by Vincent Grosskopf of Thorwesten Vent, who pointed out that AF brings many potential explosion and fire hazards to a cement plant, including the possibility of biodegradation and generation of highly explosive H2. Vincent pointed out that it is difficult to avoid explosion hazards and that therefore it is sensible to plan on how to handle them. He strongly suggested that explosion venting and self-reclosing vents should be fitted to AF silos to avoid any subsequent fire hazards after an explosion.
A final lively discussion session covered the importance of landfill costs and regulations in promoting the use of AF, the increasing costs of AF on the markets and methods to deal with blockages exacerbated by the increased alkali load consequent on AF usage.
At the farewell luncheon, the best exhibition stand award was given to ATS/WMH. Third place in the best presentation voting was taken by Jan Theulen of HeidelbergCement, while in second place was Matthias Mersmann of Aixergee. The winner of the best presentation award, as voted for by the delegates, was Con Manias for his paper on pyroprocess system optimisation.
Both exhibitors and delegates expressed their great satisfaction with the organisation and conduct of the event and all agreed that the choice of Aachen, Germany, for the 2012 Global Fuels Conference was an inspired location, given its central European location and strong links with the cement industry. We look forward to seeing you there!

6th Global CemFuels Conference 2012
5-6 March 2012
Image gallery for the 6th Global CemFuels Conference 2012
The 6th Global CemFuels conference has successfully taken place, in Aachen in Germany, on 5-6 March 2012, attracting 150 delegates from 22 countries, including 25 presentations on alternative fuels in the cement and lime industry, an exhibition of 17 stands and including a field trip to HeidelbergCement's ENCI plant in the Netherlands.
Delegates from around the world assembled in Aachen, on the borders between Germany, Belgium and the Netherlands, to share information on the latest state-of-the-art in the use of alternative fuels (AF) in the cement and lime industries. The first speaker at the conference was Dr Jean-Marie Chandelle, secretary general of Cembureau, the European cement association. He pointed out that, while the cement industry is energy intensive, it has been successful in reducing its energy use to the point where, technically, only another 2% improvement in energy intensity is now achievable. He pointed out that forward energy prices are increasingly adding an impetus to use of alternative fuels, particularly biomass, which is carbon neutral. The European cement industry has to operate under a level of 766kg/t of CO2, which is most easily achieved using alternative fuels. Europe leads the world in the proportion of alternative fuel used in its cement industry at 28%, and is seeing biomass increase quickly as a proportion of fuel used. Cembureau has successfully argued that the cement industry recovers the energy and minerals in waste streams, so that the cement path (rather than incineration) is now favoured throughout the continent, despite the fact that many states seem not to take waste disposal very seriously. There is still a great deal of potential in the supply side of waste-derived fuels in Europe. One area for potential growth might be the reclassification of specialised ‘waste’ streams as ‘non-waste’ which will make them easier to use, although there may be unexpected and unwelcome results of such a change, warned Dr Chandelle.
Jan Theulen, global waste co-processing manager for HeidelbergCement, stated straight away that the future position of the cement industry will be that we will be fighting for the best of the waste streams. He went on to speak about local case studies, including the ZA-oil waste produced from local sulphuric acid producer DSM. The waste is extremely well characterised and is first passed to a waste management company which then passes the material to a handling company which then supplies fuel to the ENCI Maastricht cement plant. From start to completion, the project for the use of ZA-oil took less than three years. In a second case study, HeidelbergCement used sewage sludge from a wastewater plant in the centre of Germany, which had a phosphorus content of 1.5% P2O5. A waste management company takes the sludge and reduces the water content from 75%, while lowering the smell and making it hygienic. The sludge is then passed to the cement plant. Phosphate is a valuable commodity in itself, at around $200/t, and a pilot plant is about to be launched to recover 30-40% of the compound via the P-Roc crystallisation process, which will give a final indication of the economics of the process. In a final case study, Jan spoke about Ragn-Sells, a waste handling company in Scandinavia and the Baltic states, with which HC has been working since 1994. The companies decided to work together to develop a waste collection and management project in Estonia, and to use the product stream in the Kunda Nordic cement plant. Now the project supplies 80t/day of waste. A low-capex pilot plant established the original viability of the project.
Ed Verhamme of Alternate Resource Partners next spoke on the pricing factors for alternative fuels, pointing out at the start that most factors are local. He emphasised that the cement and waste businesses are completely different and that they come to the table with different expectations and outlooks (and legislative burdens). Making these two businesses agree - at least on a final price - is crucial, if sometimes difficult. There are costs that are associated with using AF, and the waste producer must recognise this. On the other hand, the waste producer has his own costs, including collection, processing, handling, storage and transport and the cement producer must recognise this too. Essentially, the strategy for each type of waste needs to be agreed between the partners, with transparency on both sides. The dynamics of the markets must be understood by both partners, and the benefits should be shared based on inputs and total cost of ownership. The cost of fuels may be influenced not only by the supply, but also by the availability of processing facilities. Supply agreements should include flexibility to adjust fuel prices, based on changes in the markets, if they are to be successful in the long term. “Nothing destroys an AFR programme faster than a safety or environmental accident: What you have taken five years to build can be destroyed in a day,” said Ed. In the end, AFR pricing is a moving target, because waste always flows to the ‘lowest point,’ that of the cheapest/most profitable processing/usage point.
Wim Heldens of IC&C next spoke about how to make money from AF, despite rising prices. He made the simple but effective point that the most profitable kiln would be one that used no fuels at all (implying that kiln efficiency is critical!). The price of cement in the USA is now at the same level as it was in 1900... So that cost reduction is critical. Coal prices per gigajoule have hardly changed in the last 20 years, whereas RDF and animal meal have increased in price substantially... if you can source them at all. Wim pointed out that ENCI uses 95% AF, with around 50% biomass, at a fuel cost of less than Euro2 per tonne of clinker, compared to a fuel cost per tonne of around Euro12/tonne at non-AF-using plants, while generating less than 700kg of CO2/t of clinker. He suggested that due to competition from other industries, the cement producers will have to start to use ‘alternative alternative’ fuels in the future! Wim mentioned a mercury adsorption system that has been developed, which is modular, can easily be switched on and off, and which reduces mercury emissions by around 25% per module, each of which costs around Euro30,000. Smells, dioxins and furans are also reduced by the system. Wim also gave details of a physical phase separator of liquids and solids, the Pulverised Air Dryer, distributed in Europe by Biovalor: no heat is required but the PAD will reduce water content from 90% down to 10%.
Stefan Laux from Praxair (returning to his own university town of Aachen), went on to speak about the benefits of using oxygen-enhanced combustion of alternative fuels. Fuel ignition and burnout can be improved, due to quicker heat-up, devolatisation, ignition and burnout, while heat transfer will increase, leading to higher heating rates and higher productivity. The kiln coating can be stabilised and the refractory life can be increased with oxygen. Higher combustion temperatures can be managed with flue gas recirculation, or with the higher moisture levels of alternative fuels. Oxygen also has the benefit of stabilising kiln operating conditions, which can in turn allow higher levels of AF usage. Liquid oxygen can be delivered by tanker, or oxygen can be generated on-site using vapour swing absorption equipment - the choice will depend on the amount needed and other factors. Injection of oxygen through the main burner is best combined with low quality fuels and this will lead to a significant improvement in flame stability. Optimised mixing will improve results still further, but Stefan pointed out that oxygen will not fix any ‘sins’ due to larger fuel particles that will tend to drop out of the flame in any case. Finally he concluded that cement producers can use 5-10% more AF when using oxygen-enhanced combustion, while substituting for the most expensive fossil fuels. Oxygen should be used carefully to optimise the profitability of the system.
Con Manias of FCT, fresh from a 30-hour flight from Adelaide, Australia, spoke about how to increase the amount of alternative fuel used in the process, through burner design, improvements to the position of fuel injection and optimisation of fuel and raw material flows in the pyro-processing system. FCT does this through Computational Fluid Dynamics (CFD), through using small scale cold models as well as, in some cases, small scale ‘hot’ models with mini-pyroprocessing systems. AF can be added to the system at a number of points, but Con suggested that lower quality fuel is best added to the back end or riser duct, while higher quality fuels can be added at the front or burner end of the kiln through the main burner. Con presented a case study from Akçansa Cement in Turkey which demonstrated the usefulness of the multi-model approach. He also mentioned FCT’s COSMA, a continuous real-time XRD instrument that can measure mineralogical trends in clinker, which can be vital when using alternative fuels.
 John Carlill of UK-based lime producer Steetley Dolomite then spoke on increasing thermal substitution rates when producing dolomitic lime. The company’s kilns were designed to use low ash coal, but during the British miners’ strike in the 1980s, the plants switched to pet coke. In 1994, one of the plants started to trial liquid solvents, and up to 25% TSR was achieved, despite some regulatory uncertainty. Continuous emissions monitoring and obligatory public consultations were prerequisites for the trial. The cost of the liquid fuel has increased over the years, but there remain significant environmental benefits to using the fuel. On the other hand, environmental compliance and maintenance (due to the aggressive chemistry of the fuel) have added costs to the process. John mentioned that his company had had very positive experience with the use of oxygen-enhanced combustion. In 2009 the company started to trial the use of rubber crumbs, partly on the basis that it would consist of at least 30% biomass, as well as providing low sulphur and low chlorine. Rubber crumb is supplied ‘just in time’ by tanker, and the Thristlington plant can now use 3t/hour. The next stage for the project is to reduce transport costs by relocating the shredding plant to the lime plant site. The company now uses 37% solvent fuel, 32% rubber crumb and 30% petcoke/coal, for a thermal substitution rate (TSR) of around 60%. All of the company’s alternative fuels projects - solvents, oxygen and rubber - have shown a payback period of less than one year. The plant is currently evaluating the possibility of using a waste heat recovery system.
John Carlill of UK-based lime producer Steetley Dolomite then spoke on increasing thermal substitution rates when producing dolomitic lime. The company’s kilns were designed to use low ash coal, but during the British miners’ strike in the 1980s, the plants switched to pet coke. In 1994, one of the plants started to trial liquid solvents, and up to 25% TSR was achieved, despite some regulatory uncertainty. Continuous emissions monitoring and obligatory public consultations were prerequisites for the trial. The cost of the liquid fuel has increased over the years, but there remain significant environmental benefits to using the fuel. On the other hand, environmental compliance and maintenance (due to the aggressive chemistry of the fuel) have added costs to the process. John mentioned that his company had had very positive experience with the use of oxygen-enhanced combustion. In 2009 the company started to trial the use of rubber crumbs, partly on the basis that it would consist of at least 30% biomass, as well as providing low sulphur and low chlorine. Rubber crumb is supplied ‘just in time’ by tanker, and the Thristlington plant can now use 3t/hour. The next stage for the project is to reduce transport costs by relocating the shredding plant to the lime plant site. The company now uses 37% solvent fuel, 32% rubber crumb and 30% petcoke/coal, for a thermal substitution rate (TSR) of around 60%. All of the company’s alternative fuels projects - solvents, oxygen and rubber - have shown a payback period of less than one year. The plant is currently evaluating the possibility of using a waste heat recovery system.
Luca Sarandrea of Cimprogetti, the famous Italian lime equipment manufacturer, next spoke about the company’s ‘green’ lime plants. There are three main types of lime plant: the rotary kiln, the single shaft kiln and the twin shaft regenerative kiln, the latter being the most efficient. Luca mentioned an example of a lime plant in India that uses non-traditional fuel, Corex gas, as well as the short reversal time (SRT) loading system, and an ‘ultimate’ limestone distribution system. The kiln’s refractory system is simple, robust and capable of being built anywhere in the world, due to its pillarless design.
Tom Lowes of Cinar Ltd outlined strategies for achieving 90% TSR. One of his photos showed a white-hot process duct that urgently needed attention before it melted. Tom reiterated that stratification is the biggest problem for most kilns to overcome, which is usually due to insufficient burner momentum. He suggested that the best way to achieve good mixing is by ‘jet mixing.’ As Tom says, “the calciner is the biggest potential user of AF and is more forgiving than a kiln, but if the burner is no good, the AF potential of the calciner will be limited due to burnout issues due to kiln back-end stratification.” Tom concluded with some general rules for using AF at higher than 90% TSR.
Matthias Mersmann of aixergee next spoke about how to master the difficult process of maximising secondary fuel burning. Critically, he asked - and sought to answer - the question of what it is that limits TSR. The fact is that there are many effects that will limit AF use: the systematic elimination of all of these effects will eventually allow the cement producer to increase TSR. Inadequate burn-out and heat release are the main effects that can cause problems, primarily due to time and space constraints in the process. He outlined an elegant CFD-based approach that can visualise the process in exquisite detail and which allows users to ‘virtually’ peer inside the process vessels to see what is happening. Innovation in the German cement industry will be driven by the Bundesimmissionsschutzverordnung 17 (BImSchV), the Ordinance for the Implementation of the Federal Immission Control Act.
Petr Tlamicha of Air Products and Chemicals, who spoke next, also covered the use of oxygen for the increase of TSR. He pointed out that the use of oxygen-enhanced combustion can produce a net reduction in costs, while at the same time generating CO2 emissions credits via the use of biomass AF.
The final presentation of the day was given by Thomas Marx of ABB, who spoke on his company’s control strategy for the maximisation of AF, using ‘Expert Optimizer.’ One of the modules in the software uses model predictive control: after an input into the process, the results are evaluated and a new input proposed and enacted. Constraints are considered, as well as safety, costs, fuel availability and characteristics, and desired (clinker) outputs. Other modules include a full economic analysis tool and a scheduling module for optimising the energy use of the cement plant. In this way, the process can be tailored to market and plant conditions as well as to unexpected internal and external events. The system can be retrofitted to any control system.
Delegates travelled by coach from Aachen (in Germany) to Maastricht (in the Netherlands) to take a dining yacht along the River Maas, until it became the River Meuse (in Belgium), before finally returning to the Netherlands and finally back to Germany, for a multi-national night out.
During the evening, the Global CemFuels Awards were presented. The awards were based on on-line nominations and votes with hundreds of votes cast from all over the world. The winner of the ‘Outstanding alternative fuel project’ award was Continental Cement of Hannibal, Missouri, and its Green America Recycling company. Cemex won the ‘AF-using company of the year’ award, while the CBR/Sita Recyfuel joint-venture won the award for ‘AF-supplying company of the year.’ KHD won the award for ‘Most innovative technology for AF use’ for its KHD Combustion Chamber. Finally, Dirk Lechtenberg, the well-known and popular proselytising AF expert from MVW Lechtenberg, was awarded the Global CemFuels ‘Personality of the year’ award by the organisers of the conference, on the basis of his efforts to promote AF use worldwide.
After the revelries of the night before, a very impressive number of delegates turned out to see the first presentation of the day, that of Dirk Lechtenberg of MVW Lechtenberg. Dirk pointed out that the regulatory burden worldwide is increasing, making the use of AF even more challenging. For example, new regulations stipulate a NOx concentration of not more than 200mg/Nm3 for the cement industry, which is likely to increase costs by around Euro1/t of clinker. In the same way, mercury rules in the US are costing around US$400m/year in additional capex in order to move plants into compliance. This is all with a background of a drop in cement demand. Decreasing costs - including fuel costs - is crucial. Dirk pointed out that waste will always find the cheapest way: processing costs have increased in Ireland and the UK, so that waste is now being exported to countries with lower processing (or landfilling) costs. In common with several speakers, Dirk underlined the fact that pricing of alternative fuels should be based on the energy content of the material, to calculate a Euros per gigajoule price. If a fuel supplier provides shipments with a higher energy content, Dirk suggested that the user should pay a bonus: on the other hand, if chlorine (or moisture) levels are higher than a benchmark, then the supplier should pay a penalty. Contracts might also stipulate particle size ranges and other chemical constituents, including mercury. Sampling and analysis protocols are crucial so that the supplier and the user come to the same conclusions and can agree on prices.
John Tiernan of AFS Technology next spoke about skewer technology for tyre burning. Tyres contain around 8300kCal/kg energy and are around 30% biomass: they provide a consistent and reliable source of alternative energy for the cement process. However low oxygen levels and sulphur cycles can lead to build-ups. AFS has pioneered the suspension of tyres in the gas stream, which can help to avoid these symptoms. However, existing systems are constrained by their capacity, and can also suffer from the effect of the tyres lifting off the feeder in high gas stream velocities. John described the skewer method of tyre feeding, which will have a capacity of up to 4t/h. The skewer rods are made of centrifugally-spun 22H steel to withstand the high gas stream temperatures. Up to 11 tyres can be loaded onto the skewer using fully automatic loading systems. Two skewer systems are currently under construction for a cement plant in Texas. John suggested that the dual-skewer system at this Texan plant may lead to a fuel saving of up to US$7.6m per year, and a less than 12 month return on investment.
Wolfram Zschiesche of Vecoplan FuelTrack gave some details of his company’s alternative fuels handling solutions, including a conveyor system in which a closed tube slides on an air cushion, thereby reducing operating costs compared to other conveyor types.
As a bonus presentation, Joule Unlimited then briefly presented the case for using genetically engineered micro-organisms, sunlight and the waste CO2 from the cement industry to produce ethanol and bio-diesel at costs that meet or beat fossil fuels. This seems not to be a ‘flash-in-the-pan’ project: the company has around US$100m of venture capital to back it up and is proceeding towards a large-scale pilot plant.
Next Thomas Jennewein of FLSmidth Pfister introduced the rotor weighfeeder, which is based on a horizontal rotary valve, suspended from a load cell - the rotation speed can be altered in order to vary the feeding rate. More than 200 units have been sold in 36 countries for the cement industry, in four standard sizes. The weighfeeder can cope with feed densities of 30kg to two tonnes per cubic metre, as well as fibrous, blocky, sticky and other difficult alternative fuels. Air jets in the weighfeeder help to clear the exit from the chamber, while a stirrer auto-reverse function can help to clear any blockage in the pre-weighfeeder homogenisation/feed hopper. Thomas also gave details of full AF handling and dosing systems provided by FLSmidth Pfister worldwide.
Richard Maslen of Fairport Engineering pointed out that solid recovered fuel (SRF) could provide a majority of the energy required by the global cement industry. However, the moisture and inerts content must be reduced before use. Fairport Engineering was involved in construction of the Huyton recycling and recovery centre near Liverpool, UK, which now takes in 50,000t of waste and can produce 25,000t of SRF per year. Problems with waste include abrasion, bridging, corrosion, dust, entanglement, fire risk, hygiene, odour, variability and other problems. Examples of problem constituents in waste include entangling plastic film, ‘tramp’ metals (such as a domestic radiator and even an engine block) and food slops. Incoming waste is passed through a trommel screen, shredded and homogenised, prior to a thermal processing step. Primary screening, fines separation and density separation provides fuels, aggregates and other product streams. The thermal processing line and biomass density separation machines at the facility are patented. The floc or fluff produced is in two forms, ‘low carbon fuel’ (70% biomass and higher CV) or ‘renewable power fuel’ (85% biomass but lower CV, to optimise the value of Renewable Obligation Certificates, ROCs), which can be formed into SRF pellets. With increased experience, the Huyton plant managed to increase the mean CV of its SRF over two years, as well as increasing the proportion of waste that can be transformed into SRF.
Vincent Grosskopf of Thorwesten GmbH next spoke about explosion prevention and mitigation in the alternative fuels industry. A source of heat, sufficient oxygen and the presence of a fuel are the prerequisites for any fire or explosion. Storage of fuels can lead to problems due to self ignition, smouldering and generation of potentially explosive CO, biodegradation and production of methane and the generation of an explosive dust atmosphere. With very few exceptions, all alternative fuels are fire and/or explosion hazards. Mixing alternative fuels with certain types of coal can increase the probability and violence of any explosion. Vincent pointed out that a proper venting system - such as could be supplied by his company - can reduce the maximum explosion pressure suffered by silos and other equipment. He showed one silo design which widened from top to bottom, to aid in material passage through the vessel.
Klaus-Martin Meier, on behalf of Cadence Environmental Energy, suggested that staged air combustion, which puts mixing energy and combustion air into a critical kiln area, addresses gas stratification and temperature imbalances. CO reduction, NOx reduction, higher AF rates (by 5-8%), better heat transfer and a reduction of excess air in the burning zone are all advantageous results. SNCR efficiencies can also be improved, with dramatically reduced operating costs. The equipment is added to the hot end of a kiln and, according to Klaus-Martin, is a relatively minor engineering feat to accomplish. Delegates were particularly interested in the potential NOx reducing possibilities of the system.
In the final afternoon’s session on AF handling and dosing, Jurgen Bäumer of WTW Americas gave details of projects in Spain and Russia. He pointed out that AF is often an abrasive material to have to handle, and that even recycled wood chips could contain up to 10% of concrete: wear protection must be given special attention when dealing with AF.
Luc Rieffel of the Walter Materials/ATS Group detailed his company’s AF handling solutions, including specialised systems for using whole tyres, utilising a front-end loader, a tyre singulator, tyre control conveyor, accumulating conveyors, doser roller conveyor and pneumatic or electrically-actuated double airlock valve. Holcim Gador used such a system to burn 5500t of whole tyres in 2009, increasing its TSR by a further 10% above previous levels. The company’s combined hopper/dosing system/apron feeder is well-suited for use with alternative fuels, even with ‘flowable’ materials like rice husks.
Luigi Di Matteo of the Di Matteo Group, located in Beckum in Germany, spoke about handling, dosing and feeding of alternative fuels. The densification of AF must be considered, especially since it will increase over time. Compressibility also depends on the consistency and moisture content of the material, as well as the storage height. In the case of problems, it is best to adhere to FIFO (first-in, first-out) principles, which can also help to reduce fire risks. The company can provide a wide range of AF handling equipment. Di Matteo offers gravimetric dosing with the innovative WeighTube weighfeeder. This consists of a screw feeder, part of which is mounted on load cells, offering fast response times, high short- and long-term accuracy, low energy consumption and easy maintenance.
The penultimate presentation was by authors from Schenck Process: the three golden rules that the company applies to AF projects are: to supply robust equipment despite the low density of the fuels; to avoid bottlenecks in order to avoid blockages and to allow for variations in bulk density and flowability. A number of case studies of handling and dosing were presented, including from Turkey, Romania and Switzerland. The company’s Multidock AF reception equipment consists of inclined screw conveyors or a chain conveyor and is used with AF delivered by walking floor trucks. The MoveMaster chain conveyor is capable of conveying AF at an inclination of up to 75°. The MultiFlex screw weighfeeder has been especially developed for use with AF, and at Aslan Çimento in Turkey, a MultiFlex weighfeeder is coupled with an IDMS blow through valve. The weighfeeder can operate between 1-20t/h, and can handle AF particles up to 100mm. An ‘inducer’ has been developed to vertically feed AF using pressurised air into the calciner. Lukas Schwank from Holcim spoke about the operation of the MultiFlex and IDMS at the Eclépens plant, running at 4.8t/hour. He re-emphasised the fire-risk of AF, particularly with rather dry AF: if even water sprinklers on conveyors are not enough to prevent intermittent conflagrations, then further efforts must be taken.
Reiner Furthmann of Aumund concluded the presentation programme (of a total of 25 papers) by outlining his company’s extensive capabilities in the alternative fuels handling sector for the cement industry. Reiner reminded delegates that sewage sludge contains a lot of silica (partly due to road run-off into waste-water treatment plants) and is unexpectedly abrasive: additional wear protection measures must be taken.
A lively expert panel session took place after the presentation programme, including panellists from Holcim, Italcementi and HeidelbergCement. The suggestion arose that one of the critical trends in the cement industry will be waste heat recovery and power generation (and the associated process changes that will be required to optimise the cement plant for the creation of electricity).

At the farewell party the awards for the best presentations were given out, based on delegate voting. In third place was Con Manias from FCT with his paper on how to maximise TSR with the use of CFD; in second place was Jan Theulen with his paper on HeidelbergCement’s international use of AF, while in first place was Luigi Di Matteo, for his well-received paper on handling and dosing options for alternative fuels.
Download ENCI presentation pdf
A coach-full of delegates took the opportunity to visit the Maastricht cement plant of ENCI following the conference. ENCI was established in 1926, and produced 680,000t of clinker in 2011 and 1.1Mt of cement. The plant uses a single very long (200m) two-stage preheater dry kiln with satellite coolers, and is notable for using 92% AF, the highest in the HeidelbergCement Group. The clinker content of cement produced by ENCI is around 50%, the lowest in Europe, due to the amount of blast furnace slag and fly ash which is used, resulting in only 391kg of CO2 per tonne of cement. The limestone feed has a moisture content of 15% so that a dryer is in place. “The kiln has a single drive, and when the drive is started, the coolers start to rotate later: the refractories suppliers like this 200m-long kiln,” mentioned Frans Erens, the plant director at ENCI. The plant started using AF in 1968, burning high ash content shale via the main burner. The plant now uses or has used anode dust from the aluminium industry, fine coke, liquid recycled fuels, animal meal, sewage sludge, RDF, textile-based fuel and high-biomass RDF. There are continuing cost pressure on alternative fuel supplies, according to Frans Erens.
Sewage sludge is ground in a pair of Claudius Peters vertical ‘biomills,’ with a specific energy consumption of around 40kWh/t, with 17% retained on 90micron.High-chrome grinding balls are used rather than rolls, since the grinding capacity remains the same even though wear makes the balls progressively smaller. The Greco Flexiflame burner at the plant is equipped with multiple channels for AF use. Around 30% of the AF used is sewage sludge, and 36% anode dust, whereas 14% of the fuel used at the plant is ground lignite. The plant has a ‘stop and go’ philosophy, with a six week run and then a week’s stop, to allow the restocking of AF in the silos.
Due to the encroaching city of Maastricht, clinker production at ENCI will end in 2018 and it will then become a clinker grinding station, with clinker sourced from elsewhere in the HeidelbergCement Group. Once the integrated cement plant is closed, the truly enormous limestone quarry will be turned over to a nature conservancy organisation and it will become a nature park. ENCI will be able to look back on a long history of cement production with pride.
An on-line poll showed that the clear choice for the location of the next Global CemFuels Conference and Exhibition is for it to take place in Istanbul, Turkey. So, if you are involved in alternative fuels in the cement and lime industry (or would like to be), then you should attend the next Global CemFuels Conference in 2013: See you in Istanbul!

7th Global CemFuels Conference 2013
11- 14 March 2013
Image gallery for the 6th Global CemFuels Conference 2013
The Global CemFuels Conference and Exhibition 2013 has successfully taken place in Istanbul, Turkey, featuring two well-attended field trips to local alternative fuel-using cement plants, a major exhibition, 25 presentations, an impressive Gala Dinner, the Global CemFuels Awards and 150 delegates from 30 countries and lots of networking. The next Global CemFuels Conference will take place in Vienna in spring 2014.
What have dead dogs, lumps of concrete, bicycles, fishing nets and video tape all got in common? Read on to find out!
The 7th Global CemFuels Conference started with a visit by delegates to the Nuh Çimento plant, the largest cement plant in Turkey., which featured an RDF-handling plant built by Di Matteo as well as a sewage sludge processing plant supplied by Andritz. After a fantastic lunch at the plant, delegates subsequently enjoyed the welcome party back at the smart conference hotel, the Divan.
Dirk Lechtenberg of MVW Lechtenberg opened the conference with an overview of alternative fuels use around the world. He pointed out that cement manufacturers don't use alternative fuels for the good of the environment, but rather for the good of their profitability: any environmental benefit is a welcome bonus. "If using alternative fuels was easy, everyone would be doing it," Dirk stated, before going on not only to enumerate the benefits of using alternative fuels (AF), but also the many problems that come with the use of AF. Dirk said that cement companies are progressively reorganising themselves to be able to process and use AF in large and economic quantities, so that waste management is part of their day-to-day business. Ultra-fine milling of alternative fuels has been tried in order to make previously unusable fuels burnable, but it is still uneconomic. External combustion chambers can also be used for hard-to-burn fuels, as can pyrolysis. Hydrothermal carbonisation can be used to upgrade high moisture fuels. Dirk urged his listeners to 'keep it simple!'
Kerem Ersen of the Turkish Cement Manufacturers Association, the TCMA, gave an update on developments in the Turkish cement industry. The TCMA was founded in 1957 and is fully linked with all significant national and regional cement bodies, and represents 68 cement plants throughout Turkey, of which 48 are integrated plants. Installed cement production capacity in 2012 was 108Mt. Turkey has a healthy level of exports to Russia, and has been busy supplying materials to Sochi for the Winter Olympic Games. Turkish cement consumption is expected to grow by 4-5% through 2013, while the situation on international markets, such as Iraq, Syria and the rest of the MENA, will be mixed. A major urban transformation project, to upgrade 8m housing units for seismic hazards, is set to underpin demand for cement in Turkey for the next 20 years.
Neville Roberts of Cemex next gave details of the AF strategy of Cemex, worldwide, via its company Cemex Energy Trading. Neville pointed out that Cemex uses more AF than any other global cement company, with a thermal substitution rate (TSR) of around 27%. By 2015, Cemex expects to have a TSR of above 35%. Neville reminded his audience that refuse-derived fuel (RDF) has a calorific content of below 15MJ/kg, whereas solid recovered fuel, SRF, has a calorific value of above 15MJ/kg. Over the years, Cemex has had to become expert in the preparation of AF, and concentrates on quality parameters such as particle size, low heating values, moisture content (either too high or too low) and critically, chlorine content. Neville Roberts stated that Cemex will consume around 2Mt of SRF in 2013. Cemex has achieved TSR on individual kilns of 60-80% for prolonged periods and with no significant reduction in production capacity (or even while managing to increase levels of production). Cemex has found that emissions levels are invariably improved when burning AF. Cemex has spent a great deal of time and effort in making sure that the local community is kept informed of developments whenever AF is used. Cemex also trades 4-6Mt of petcoke around the world. Cemex is now prepared to go out to help other cement companies to burn more AF around the world.
Hakan Gurdal of Akçansa, part of HeidelbergCement, pointed out that cement companies are changing themselves into energy transformation companies. Akçansa produced 9.4Mt of cement in 2012 with an EBITDA margin of around 20%. Hakan pointed out that although electricity demand is increasing at around 5% each year in Turkey, supply is keeping pace, so that price trends are not necessarily increasing upwards. At the same time, petcoke prices have not always increased, and for example have dropped from US$170/t to US$40/t over the last few years. Akçansa has installed a 16MW waste heat recovery (WHR) plant from Sinoma, with an investment of US$24m. He stated, "Never sign a contract on an FOB basis from China, insist on project managers that can speak English, and be as clear as possible at the tender specification stage." Hakan Gurdal also stated that Akçansa, like all cement companies, is directly exposed to market risks in electricity and fossil fuels. However, AF use reduces this price volatility while at the same time allowing substitution between different waste streams. The establishment of long-term contracts will be critical for the successful development of the AF industry in Turkey. The detection of bottlenecks in the sourcing-storage-processing chain, and the solution of these problems, is vital. Finally Mr Gurdal said that Recydia is an important supplier of SRF to Akçansa.
Steve Smith from Golder Associates spoke about the sourcing and production of alternative fuels, particularly through the symbiotic co-location of waste-producing industries and the cement industry. Steve stated that the introduction of the Landfill Directive across Europe has driven the development of the use of AF, including usage by the cement industry. He pointed out that the use of SRF from an SRF producer by a cement producer can lead to a heat and electricity supply agreement back to the SRF production facility. Steve gave as an example the Cemex Rugby Climafuel production facility, which required substantial investment but which has achieved a long-term quality supply of waste-derived fuel (WDF) for the cement plant at Rugby. However, Steve Smith also pointed out that lower-grade waste could be supplied to a waste-to-energy gasification plant which would then supply a calorie-rich syngas to the cement plant, similar to the process used at the Chiba plant in Japan which is used to supply a steel plant. Another example, the Greve WtE (waste to energy) plant in Italy used a pelleted RDF to produce syngas for a local cement plant, showing that it can be done.
Sanjay Jain of Holtec Consulting Private next spoke about the use - and potential future use - of AF in India. He pointed out that the Indian cement industry is the second largest in the world, with an installed capacity of over 330Mt of production, at over 100 cement plants, including the world's largest clinker production line at over 13,000t/day. Sanjay gave the results of a study looking at the barriers preventing the use of AF in India, since the TSR in India is currently lower than 1%. The five most attractive alternative fuels in India were hazardous wastes, RDF from municipal solid waste (MSW), biomass, industrial plastic waste and used tyres. Biomass and RDF are currently available in the largest tonnages. The total tonnage currently available of these five types of AF in India is already over 20Mt per year. However, AF is usually only available in small streams which are typically geographically scattered. 'Aggregators' are required to bring together the waste streams into economically efficient quantities. Biomass needs to be 'energy-densified' if it is to be economically transported any distance. Sanjay pointed out that trial runs and usage permissions are hard-won and can take a long time and a lot of effort to acquire. There is also intense competition for AF from energy-generating companies in India. Sanjay suggested the creation of a national database on the availability of wastes that could be used as fuel. Simplification of the permitting process and the passage of enabling policies to encourage the use of AF in India (not least of which is the creation of a national landfill tax) should be priorities for the legislators.
Matthias Mersmann of aixergee Process Optimisation started the second session at the conference, on combustion optimisation. He stated that there are three main factors that limit secondary fuel burning; fuel burn-out issues, product quality and plant stability. Matthias pointed out that the equipment at an AF-burning cement plant must be adapted as much as necessary but as little as possible. Secondary fuels are coarser, less homogeneous and usually have higher moisture contents, so that ignition is generally delayed, complex and fluctuating. The burning behaviour of individual components of an inhomogeneous AF must be carefully investigated to discover the point at which they give up their energy into the pyroprocess, in order to correctly model and optimise the burning of secondary fuels. Computational Particle Fluid Dynamics (CPFD) can be used to model the behaviour of particles at high concentrations in a gas stream.
Martin Demuth of the Messer Group, 'the largest owner-managed industrial gas company in the world,' stated that oxygen enrichment can help clinkerisation through the reduction of 'off-gas,' allowing an increase in the adiabatic flame temperature when using AF and enabling the use of higher amounts of AF. Messer proposes the use of oxygen to atomise liquid fuels - even waste-derived liquid fuels. This patented Oxipyr flame-in-flame technique speeds up the burn-out of co-fired solid fuels.
Bertrand Leroux of Air Liquide pointed out that oxygen is the 'useful' part of air when it comes to combustion, and that nitrogen is unhelpful - the higher the proportion of oxygen in the combustion gas, the more effective it will be. Oxygen cannot be increased in the flame air to above 28% for safety reasons according to Bertrand Leroux. Air Liquide supplies its own oxygen atomising lance, called Alwaste L. Bertrand mentioned the Eox on-site solution for 45-55t/day oxygen supply, producing low pressure-high purity oxygen at low capex and reduced opex. The Corali research furnace is being used to investigate the optimisation of oxygen enrichment in combustion processes. Oxygen preheating using waste heat is being considered for further process improvement.
Michail Akritopoulos of well-known combustion optimisation consultancy Cinar Ltd gave specific information on how to increase the thermal substitution rate of AF in calciners. Using mineral-interactive CFD, the entire gas-particle-fuel flow and interaction can be modelled in three dimensions. In general, the position of injection of fuels is critical, as is the proper mixing of fuels with process and combustion gas streams. This - it hardly needs to be said - is often easier said than done.
Peter Erbel of FLSmidth spoke about the Feedex overhead reclaimer for AF storage and reclaim. AF can be stored in cylindrical- or rectangular-cross section silos, each with different options for materials reclaim, such as screw bottom, push floor or via the Feedex system. Feedex is a storage and reclaim system in an enclosed box, or in more than one box to allow blending. The box is usually made of concrete, or steel for smaller units, and allows simultaneous feeding and extraction. The system eliminates bridging and clogging, complete discharge is ensured, it has low energy consumption and has easy maintenance and cleaning. The Feedex frame is suspended on hoisting chains inside the box and is powered by dust-proof motors: the scrapers move continuously to distribute the materials inside the box. Simultaneous intake and extraction is possible. The standard bunker size is 15m high, 5m wide and 30m in length, with a storage capacity of 1500m3. Extraction capacity is up to 300m3/hour.
Luigi Di Matteo of the eponymous company spoke about AF handling with the WeighTube tubular weigh feeder (incidentally seen the previous day in operation at the Nuh Çimento cement plant field trip). Luigi pointed out that harmonised guidelines have been introduced into Europe for proper and reliable use of AF, which are often used outside of Europe as well. The WeighTube system is a continuous gravimetric system - incorporating a section of a screw-fed dosing pipe that is isolated on load cells to give accurate and responsive dosing capabilities.
Delegates boarded buses to travel to the RMK Museum, where they could inspect pristine examples of all sorts of transport - including American 'muscle cars,' old-fashioned horse and carts and even a submarine. Serenaded by Turkish street-band Amesha Spenta, delegates enjoyed a sumptuous buffet while the Global CemFuels Awards were presented. The awards are nominated and voted on by participants in the global alternative fuels industry. AF supplier of the year was Sita UK Ltd, AF user of the year was Cemex, AF project of the year was the Akçansa Büyükçekmece burner modification by FCT, while a clearly-delighted Con Manias of FCT picked up the AF 'innovation of the year' award for FCT's lofting air technology. Global CemFuels 'Personality of the year' was deservedly awarded to Neville Roberts of Cemex.
Roman Eggert of Putzmeister Solid Pumps started off the second day of the conference by detailing the sludge-pumping capabilities of his company. Hydraulically-driven piston pumps can handle a broad variety of materials, including those with 'foreign particles.' Putzmeister is best-known for its concrete pumps, but its most widely used pump for the cement industry is the KOS (S-tube) hydraulically-driven double piston pump. A twin feeding screw can be used, with screws arranged in a self-cleaning fashion, in order to feed material to the pump. Receiving and blending silo systems can be supplied prior to the feeding screws. A lubricating fluid such as waste oil can be injected to reduce the pressure required for long-distance pumping, using a boundary layer injection system. An atomiser lance is used at the kiln to disperse the sludge prior to combustion.
Boris Sassenrath of Vecoplan FuelTrack spoke about a modular treatment concept for secondary fuel. A robust pre-shredder is the first step, followed by a re-shredder. An air-separator can then be used for sorting, while the VecoBelt enclosed pipe conveyor can be used for fuel transport. Boris mentioned that Gore textile can be used on piles of waste to allow moist air to escape, reducing the moisture content of the waste, while protecting the waste from moisture accumulation from rain. Ahmet Somer of Somer International, representative of Vecoplan in Turkey, gave details of a number of reference projects throughout the Turkish cement industry.
Jori Kaaresmaa of BMH Technology Oy of Finland spoke about the Tyrannosaurus brand of AF preparation equipment. The offered Tyrannosaurus shredder is a one-pass, low power consumption device with a MIPS, (massive impact protection system) to avoid damage to the shredding knives, capable of taking in practically all types of MSW (including dead dogs, lumps of concrete , bicycles and other undesirable ingredients) and producing a higher specification SRF. Other Tyrannosaurus equipment include feeders, fines screens, air classifiers, fine shredders, automatic storage systems and dosage and feeding systems, even to the flame. Jori suggested that all of the equipment, taken together, offers a seamless and well-integrated system for SRF production. He concluded that in the future, coal will be considered as an alternative fuel.
Luc Rieffel of Walter Materials handling/ATS Group spoke about his company's storage, handling and dosage systems for alternative solids fuels, including automatic crane systems, apron extractor, weigh belt feeder, tyre singulator and dosing system, and a well-engineered and robust pneumatic double valve airlock for dosing AF.
Michael Schick of FLSmidth Pfister spoke about dosing options for AF, particularly using the Pfister multifuel Rotor Weighfeeder. The principle of operation of the rotor weighfeeder means that the amount of AF that is about to be fed into the pyroprocess can be determined, allowing a pre-emptive and continuous control of dosage. Such a system is in use at the Akçansa Büyükçekmece plant, visited during the second field trip at the CemFuels conference.
Marcus Brew of Untha suggested that there are five main steps towards establishing a successful SRF plant; understanding your input material, product and market; understanding how plant design and equipment can improve your products; total preventative maintenance; measuring and driving improvements; achieve management buy-in. Marcus gave as an example an SRF preparation plant in the UK operated by Sita UK.
David Hooper next spoke on behalf of the Italy-based company Entsorga on the subject of mechanical and biological treatment - MBT. The mechanical pretreatment stage aims to prepare the input waste. The biological treatment stage harnesses the bio-energy within the organic fraction of the waste to trigger an aerobic fermentation that develops the heat to be used for waste drying. The further mechanical refinement of the product eliminates inerts, metals and undesirable plastics, thereby producing an SRF to high specifications. David pointed out that the composition of the waste will vary significantly from city to city, varying markedly, for example, between Istanbul and Ankara and from country to country, and not just in moisture content. David suggested that the net benefit from co-processing 1 tonne of SRF in a cement kiln and displacing an equivalent amount of coal will trigger a reduction of 558-620kg of CO2 emissions. Entsorga offers a number of different MBT solutions of differing levels of capital expenditure and sophistication.
Klaus Rupp of Schenck Process GmbH suggested that there are three golden rules for the design of AF systems: you should apply robust systems - despite the low density of the fuels - to ensure high availability; you should avoid bottlenecks - since AF tends towards bridging; you should allow for variations in bulk density and flowability of materials to ensure high flexibility in fuel usage. Klaus gave details of a number of successful AF reception, storage, feeding and dosing projects in Romania and Turkey. The company has effectively used shaftless screws for feeding of coarse AF, including shredded tyres.
Turgut Bayraktar, originally from Istanbul but here speaking on behalf of Hanson UK - part of the HeidelbergCement Group - spoke about his company's experience with AF preparation and usage. The company's target is to use 30% TSR by 2020. 30-40% of the production cost of cement in the UK is taken up with the cost of coal, so there is a strong impetus towards the use of AF. Hanson UK's TSR was 56% in 2012. Turgut said that the AF feeding system at the new Padeswood plant, a Flexowell system, was accidentally set on fire, leading to a £500,000 rebuild cost and a £250,000 fine from the UK Environment Agency. A 3t/hr double flap valve was a significant bottleneck and also caused a discontinuous feed, causing pressure pulses and upsetting the pyro system. The double flap was replaced with a continuous feed chute which can swing out of position and be isolated in case of a fire or other fault condition. Feeding systems were also unexpectedly damaged by 'out-of-spec' materials, such as fishing nets and video tape: this led to very significant accuracy problems in feed rate measurements. The use of shaftless screws has now avoided this problem.
Dirk Wissmann of Spectro Analytical Instruments spoke about the possibility of using XRF for the on-site measurement of elemental composition. This is crucial to ensure contractual compliance of AF deliveries, as well as to make sure that the delivery will not cause emissions and permitting problems. Dirk emphasised that sample preparation is essential for accuracy when using XRF. This is partly due to the fact that different elements can be detected only at different distances from the surface of the sample: lower atomic weight elements can be detected only from very shallow depths (in the order of a few tens of microns), whereas heavier elements (often of most interest in AF, such as mercury or cadmium) can be detected from deeper in the sample, for some elements up to two or three centimetres deep, due to matrix effects. However, Spectro uses its Turboquant algorithm to consider fundamental parameters for fluorescence and scattering to reduce matrix effects. This technique gives reasonable results, even for hard-to-measure AF.
Mark Kragting of Vandenbroek International spoke about the possibilities for using waste heat to dry waste-derived fuels using a co-current multi-section Vadeb MPS drum dryer. The product is kept at a fairly low temperature to avoid early ignition, despite being capable of using gas at up to 350°C from the clinker cooler. A very wide variety of waste-derived fuels can be dried in the drum dryer. Mark gave details of a Vadeb drum dryer installed at the Chelm cement plant in Poland.
Klaus Moellenbeck of FLSmidth Wuppertal GmbH gave details on the importance of sampling and sample handling. One of the first questions that must be answered is how large a sample must be to be representative of the whole, which depends on the particle size. The new EF sampler from FLSmidth Wuppertal (named after the two inventors) can be used to take a representative sample from a pressurised horizontal tube, for example a pneumatic conveying line for bio-fuels such as wood chips or sawdust. This is likely to have increasing use in AF in the cement and lime industries.
The final presentation at the conference was on the burners that are in use at the Büyükçekmece cement plant, which delegates visited the very next day, given by Con Manias of FCT Combustion. FCT uses a variety of techniques to model combustion processes, including water bead models, acid/alkali models, mathematical modelling and CFD modelling. This can help to optimise the fuel mix, to optimise the burner position and insertion distance, the quantity and pressure of primary air and other factors. Con stated that clinker temperatures have to be sufficiently high for clinkering reactions to occur, and that this can be a problem with some alternative fuels or AF mixes. Burner design must optimise the heat flux profile and fuel burnout. If the burner is not optimised, there can be very high 'hidden costs.' FCT modified the pre-existing burner at Büyükçekmece, using FCT's Lofting Air Technology, in order to give the best possible dispersion of the AF into the main kiln burner. Three burners have been modified with resulting higher use of AF, as well as low CO and NOx levels.
At the end of the conference, delegates gathered at the Farewell Party, where a number of event-related awards were presented. Untha was judged to have had the best exhibition stand. In the best presentation awards (voted for by delegates), Neville Roberts, Matthias Mersmann and David Hooper all had 'highly commended' papers. In third place overall, with his paper on Tyrannosaurus equipment was Jori Kaaresmaa from BMH Technology. In second place was Con Manias of FCT for his paper on burner modifications. However, the winner of the best presentation award was Turgut Bayraktar of Hanson Cement for his honest and eloquent paper on the real problems and real solutions involved in the use of AF.
Delegates rated the conference highly for its technical content and for its usefulness for making contacts. At the end of the conference, delegates had the following things to say about the event:
At the conference, there was much talk about the huge potential for the use of AF in India, with the country's cement production capacity standing at around 300Mt, its TSR standing at less than 1% and perhaps 20Mt of AF already being produced each year. All agreed that someday India will become a huge user of AF, but the consensus reached at the conference was that this will not happen until effective landfill laws (and taxes) are established - and that this will not happen within the next decade.
Potential delegates were given the opportunity to vote on the location of the next CemFuels conference. The opinion of the global AF community was clear. The 8th Global CemFuels Conference, Exhibition and Awards will take place in sping 2014 in Vienna.
See you there!


