







Image gallery for the 9th Global CemFuels Conference which took place in Dubai, UAE on 16 - 17 February 2015.




















































































































































































































































































































































































































































































































































































Image gallery for the 9th Global CemFuels Conference which took place in Dubai, UAE on 16 - 17 February 2015.
Image gallery for the 10th Global CemFuels Conference which took place in Prague, Czech Republic on 22 - 23 February 2016.



























































































































































































































































































































































































































































































































































































































































































































































































































































































































































































The 9th Global CemFuels Conference on alternative fuels (AF) for the cement industry has successfully taken place in Dubai on 16 - 17 February 2015, with 140 delegates from 31 countries, including 24 presentations, and with 26 exhibitors on AF-related equipment and services. The 10th Global CemFuels Conference, Exhibition and Awards will take place in Prague in February 2016.
View the image gallery from the 9th Global CemFuels Conference & Exhibition 2015 (large gallery - may take time to load)
View the video from the 9th Global CemFuels Conference & Exhibition 2015
The 9th Global CemFuels Conference started with a welcome party in the exhibition area, showcasing 26 companies offering a wide range of alternative fuels equipment and services: Exhibitors reported many useful sales leads over the course of the event.
The next day, Jan Theulen of HeidelbergCement started the conference by pointing out that even in his group, which has made strenuous efforts to increase AF usage rates, many plants are still hardly using AF at all. Jan suggested that the first 5% of AF use is the hardest: AFR (alternative fuels and raw materials) are blamed for any process disturbance. Jan admitted that, if not processed correctly, even a feed including 1% of contaminated soil could lead to VOC emission limit problems. If the kiln is run at lower than 1% O2 at the kiln inlet it is hard to burn to burn AF without generating CO peaks. However, other factors can have much greater effects - sulphur input from tyres, for example, is dwarfed by the potential variability of sulphur input from raw materials such as limestone. The first permit that is granted for AF use at a plant will be scrutinised in detail and officials can typically take the view that even if AF is used elsewhere, that the same rules 'do not apply here,' or that the AF is different. Jan stated that ongoing training for employees is crucial, with plant personnel, mangers and executives all receiving training, partly through a popular dedicated section on AF on the company's intranet. HeidelbergCement has ambitious targets to increase AF use to 30% thermal substitution rate (TSR) company-wide by 2020. The company's new cement plant in Tula in Russia started to use AF only one year after the plant's start-up, using locally-available saw dust. In another example, Jan spoke about a plant in Jakarta which uses 1.2Mt of coal each year in its eight kiln lines, even while Jakarta generates 10,000t of municipal solid waste (MSW) each day, all of which currently goes to landfill. A simple pilot plant was built that tripled the calorific density of the waste by covering it and by blowing air through it to dry it, making it useable for cement fuel. At the Ammasandra plant near Bangalore, very simple devices were constructed by plant personnel in order to use locally-available AF including glass fibres from windmill blades. At a project in Togo, the company diverted part of the waste that was due for landfilling towards reuse at its cement plant. Waste sampling showed that proper preparation could add sufficient value to make its use economic. He concluded that each plant must make its own path to success.
Dr Bassem Nassouhy of Lafarge's EcoCem company suggested that with the world's population heading towards 9 billion by 2050, we should do more with less and that we should reuse everything. A cement plant can be at the heart -or at least be a vital link- in a circular industrial economy, reusing industrial byproducts from other industries. Use of AF has a positive environmental impact, but also, of course, has a positive business impact as well. Production of a tonne of cement requires the use of 1.6 tonnes of raw materials, and 0.1t of oil equivalent (TOE). Bassem pointed out the many advantages that the cement kiln has over the destruction of waste in an incinerator, since the kiln has a long residence time, much higher temperature and incorporation of any slag or ash into the clinker, as well as self-cleaning of the exhaust gases in the preheater. Dr Nassouhy said that before a load of AF can be delivered to the cement plant, it must first be analysed, then a quotation for acceptance created, before the delivery takes place: pretreatment then takes place before use at the cement plant. He then enumerated Lafarge's 31 companies, 12 of which are wholly-opened, that deal with waste for AF. The company has a target of 50% TSR by 2020, but is at a TSR rate of around 20% in 2015. In the Czech Republic, the company's highest AF user, the Lafarge plant has a TSR of around 80%, followed by Germany, Austria and Poland. Lafarge EcoCem in the UAE is engaged in processing a wide variety of waste streams created within the Emirates and further afield, including hydrocarbon sludges, drill cuttings, spent pot liners and other wastes.
Dirk Lechtenberg of MVW Lechtenberg spoke about the effects of the reduction in the oil price and also on the possible effects on the cement industry of the Lafarge-Holcim merger. The merger aims to create a company with a total capacity of around 230Mt of cement production capacity, with many obligatory divestments in various markets, but mainly in Europe. Due to these divestments, the alternative fuel TSR rate will be reduced company wide after the merger, from around 17% to below 10%. It is possible that CRH, which will take over many of the divested (high TSR) European plants, will become the company with the highest TSR, at over 30%, higher even than the current leader, Cemex. To state the obvious, oil production at the moment is higher than demand so that the price has dropped. At the same time, the coal price has dropped dramatically. The cost of collection and processing of AF is around Euro35/t for 4000kCal/kg fuel. Dirk pointed out that if the coal price drops to around US$50/t then the use of AF will not make much economic sense - unless you receive a gate fee for processing the waste. Dirk forecast tough times for the AF industry in the next few years - especially in MENA - due to the low price of oil and coal.
Ed Verhamme of Alternative Resource Partners next spoke about pricing factors for AF. He said that cement plant managers will ask themselves a simple question: "Is it cheaper than coal?" If the potential alternative fuel is cheaper than coal, then it is likely to be considered - and if not cheaper than coal, then it will probably not be considered. However, AF has other costs associated with its use, including storage, feeding, processing, quality control, loss of production, continuous emissions monitoring and other issues. Ed pointed out that whatever your prospective AF, you will find somebody, somewhere trying to eliminate that waste from the market within the next five to ten years, so that you have to have flexibility in AF fuel supply. Costs involved in AF supply are collection, transportation, pre-processing, documentation, receiving, handling, treatment, co-processing, monitoring and reporting. The price that can be levied or achieved is partly dependent on the costs involved in alternative 'disposal' of the material. Landfill costs in Europe, for example, never decrease, whereas in the US there is seldom a tax for placing material in a landfill. Ed pointed out that cement kilns are often versed against incineration and EfW ('energy from waste') facilities and these facilities often do not care too much about the quality and calorific value of the material. Incinerators in continental Europe have now achieved 'R1' status, to allow the materials that they use to count as being recycled. At the moment, the UK is exporting around 1.5Mt of refuse-derived-fuel (RDF) to continental Europe, since the UK has not built sufficient EfW facilities and there is currently a major surplus of EfW facilities in the continent - so that material is traveling down the route of most value.
Andy Hill of Sita UK next gave a manufacturer's perspective on RDF. Sita handles around 8.7Mt of post consumer material each year and is part of major international group Suez Environmental. Andy spoke of the evolution of societies towards being circular economies, with recycled ('former waste') resources becoming input materials for other industries. New jobs are generated as recycling is increased. Andy said that in the last seven years around 20Mt of waste has been diverted from ending up in landfills in the UK. However, there are significant costs involved in upgrading materials so that they can be used as fuels in the cement industry: basic RDF has a calorific value (CV) up to 15MJ/kg, with SRF (secondary recycled fuel) having values above this and typically having lower particle size, lower moisture and higher quality parameters. Andy suggested that the SRF export/import market in Northern Europe is a long-term market, with players now seeking long-term contracts. Sita now has permits to export 4.6Mt of RDF from the UK each year. He said that some brokers add real value, if they innovate in logistics, in technology and if they can respond fast to any market changes. However, the company has built supply chains to bring its manufactured fuels directly to the customer, for example in lime, in power, in iron and steel and in cement. Andy pointed out that the alternative fuel industry in the UK has been attractive for illegal operators, and in response to this there will be stricter rules to smoke out the crooks: financial bonds will be put in place before permits are issued and there will be 'fit and proper person' tests. He forecast that SRF will soon be exported to non-EU countries when the conditions are right.
Brian McGrath of OLM consultancy next asked the question 'why do some plants have high TSR, and many many other plants have low or zero rates'? He pointed out that a plant's license to operate is never actually given by the local community, but can certainly be withdrawn. Vociferous campaigns against AF use in cement plants have meant that projects have had to be abandoned in the past. "Dealing with the community is a case of managing perceptions," he said. One approach to communication is to start early: an invitation to an open day, followed by a public meeting (listening, not telling), then an invitation to form a community liaison committee and then a willingness to engage with the process may all be sensible and effective steps. Brian pointed out that the regulators are essentially interested in what goes up the kiln stack. Dioxins, furans, volatile organic compounds (VOCs), acid gases such as sodium, fluoride, chloride and sulphur, nitrous oxides, heavy metals and dust do not necessarily increase with AF use, and some can be reduced significantly. There are many technical risks in using AF, but all of them can be managed. A level of 200mg/kg of total chlorine in the fuel may be extended to 300mg/kg if SO3 levels are low, in order to avoid heavy and problematic coating and blockages. Brian finished by saying that higher volumes of gas will also be needed when using AF, compared to coal, for example.
David Hopper of CellMark gave an overview of AF in Asia and looked at future likely trends. "In the developing world, much of the recycling is done by the informal sector, that is to say scavengers. In these countries organics are not separated and will be contained in the residual MSW." A mechanical-biological treatment (MBT) plant can be used to reduce organics and moisture content. Today some plants are routinely using 60% AF in Europe and are targeting 80%. Many now have to pay for their high quality AF, but in some place they are still paid. In the future, David suggested, cement producers will only be paid to burn hazardous fuels. David pointed out that in developed Asian nations, the MSW has a moisture content of perhaps 35 - 45%, with high calorific value, but in developing Asia it will have much higher moisture content, particularly in the Monsoon, and lower calorific values. In Korea, Lafarge and Hyundai both use around 20% AF but want to increase these levels towards 50%. In the developing Asian nation, AF use is low, with a predominance of biomass and a strong willingness to use tyres. Coal cost has dropped by 40% in the last two years, and this has depressed the prospects for AF use in the future. David suggested that the cost of biomass will increase in the future as other uses outbid the cement industry. Commercial and industrial wastes may also reduce in supply, but MSW is likely to remain as a major source of AF for the cement industry. David concluded that Asia has one of the highest levels of potential for an increase in AF use in the world and he suggested that MBT plants will have a major part to play to increase the quality of AF derived from MSW.
Philippe Fonta of the Cement Sustainability Initiative spoke about the possibility of safe, resource-efficient waste management solutions for the cement industry. He pointed out that coprocessing of AF in a cement kiln is inherently more 'green' than just incineration or just using the material for energy, since the potential ash or slag is incorporated into the clinker and this material also avoids the use of virgin raw materials. He pointed out the differences between fossil fuels, fossil wastes (non-fossil fuel, non-biomass) and biomass.
Pietro Cella started the next session, on AF preparation, by speaking on how to increase TSR to 60%. In Europe the installed MBT capacity is around 9Mt, with an additional 1Mt of capacity under construction, and with the highest concentration of MBT plants in Germany, Italy, Spain and the UK. Eastern European countries such as Poland, Slovenia, Romania and the Czech Republic are rapidly building waste processing facilities. The quantity of MSW available globally is forecast to increase from 1.3bnt year in 2012 to 2.2bnt in 2025, that is to say 6Mt per day. However, RDF from MSW typically struggles to reduce chlorine levels to lower than 0.3% (from PVC and other sources). Falcon near-infrared recognition equipment can be used to effectively identify high-Cl plastics and to remove them from the waste stream, reducing overall Cl levels. Pietro suggested that cement companies should be prepared to become more involved in the production of their fuels in order to start to increase their TSR.
Patryk Max of Vecoplan spoke on modular solutions for RDF for the cement industry. Patryk gave details of a low-cost modular project for feeding of tyre chips at a cement plant in Egypt.
Jori Kaaresmaa of BMH Technology spoke about the crucial topic of AF preparation. As he said, "everything that will be or has been produced in all the factories in all the world will one day be waste." Jori pointed out that the higher the TSR, the higher is the importance of fuel quality and of dosing accuracy. He suggested that even single-waste streams can be badly contaminated. His company's Tyrannosaurus SRF production process starts with a thorough pre-shredding, which allows for effective separation of different waste types, collection of metals and reduction of chlorine content. The process is effected using the family of Tyrannosaurus machines, each one of which can be sized to the local requirements. The main shredder in the process has a load-controlled pusher, zero gap technology and a guarantee against massive object impact damage.
At the end of the first day of the conference, delegates took to the balmy waters of Dubai Creek in a glass-walled dining yacht for the Global CemFuels Awards gala dinner. AF-using company of the year was Cemex, for the fourth year in a row, while the AF-producer of the year was named as N&P of the Netherlands. AF technology of the year was announced as the Putzmeister sludge pump: the AF project of the year was the Slite Cement plant's ongoing efforts to import and burn AF at over 60% TSR. The Global CemFuels personality of the year was named as Ted T Reese, of Cadence Environmental Energy, a popular choice. AF discussions continued long into the night.
On the second day of the conference, Dr Hisham Omar Sherif of ECARU/ENTAG gave some details about alternative solid fuels projects in Egypt. In fact, Egypt generates 20Mt/ year of MSW, from which can be produced 4Mt of RDF, as well as 25 -30Mt/year of biomass, which could be used to generate 3Mt of biomass-derived fuel (BDF). Biomass is derived from woody material, including tree trimming and cotton stalks, and fibrous materials including rice straw, corn stalks and sugar cane trash. Hisham showed how the cost of energy per MJ from RDF is around half the cost of energy from fuel oil or natural gas, while compared to coal RDF is not quite so advantageous but still gives a price advantage of around 30 - 40%. However there are hindrances to using RDF in Egypt: there is a complex and incomplete legal framework; there is an inconsistent institutional structure with unclear roles and insufficient capacities; there is an under-provided financial structure, malformed services, inadequate monitoring and evaluation mechanisms; and centralised planning that lacks adequate social inclusion such as for the Zabaleen litter pickers of Cairo.
Roman Eggert of Putzmeister Solid Pumps spoke about the equipment that is required to be able to handle sludges in the cement industry. Roman made the point that there are many different types of sludge, with a spectrum of flow properties, and the machinery required will vary depending on sludge characteristics. Screw conveyors, chain conveyors and belt conveyors can be used for sludge transport, but they have some limitations and disadvantages. On the other hand, pumping systems have some advantages; pipe routing is simpler and more flexible; horizontal and vertical routing is possible; a large variety of different sludge types can be pumped from liquid to pasty, but special high-pressure pumping equipment is required, either PC-pump, a lobe pump or a piston pump (such as those provided by Putzmeister). Each pump type has its own characteristics, advantages and disadvantages. Roman 'customized' a quote from the classic movie Forrest Gump; "Sludge is like a box of chocolates: You never know what you're going to get."
Neville Roberts of N&P spoke about the company's operations and its offering for the alternative fuels industries. SRF of more than 20MJ/kg can be used anywhere in the plant but is best suited for firing into the front end of the kiln, whereas lower CV SRF is primarily fired into the calciner. With the highest grade of SRF, factories are capable of burning at up to 100% TSR, such as the Cemex Beckum plant and the South Ferriby factory in the UK (a plant which reportedly increased its cement production by 20% while burning 100% AF). N&P operates primarily in Germany, Latvia, UK, Belgium, France, Portugal and Holland and will shortly start work in Spain and Poland, and aims to provide services to consumers in the Middle East, the Balkans and North Africa, focusing on cement, lime and power generation industries. At the moment the company produces over 2Mt of AF, growing rapidly. Neville mentioned a pelletised AF called SubCoal, which can be co-ground with coal or petcoke. SubCoal has a CV of >20MJ/kg, ash content of less than 15%, moisture content of around 15% and a biomass content of over 50%.
Marcus Von Reden of Convaero GmbH spoke about the possibilities of upgrading MSW by using the BioDry (tm) approach. BioDry uses a membrane cover for MSW that is rain resistant but at the same time allows moisture to escape from the heap. The MSW is piled into long rows over pipe-like air blowers which are used to aerate the heaps, while at the same time a leachate gutter system collects excess moisture from the bottom of the heap. After 6 - 8 days, the heap is turned by a special machine, to avoid over-compaction. By the end of the process, 43% of the received MSW can be produced as an SRF, with moisture content of lower than 18%. Marcus presented reference plants in Poland, Turkey, Iraq, Romania and Indonesia.
Luc Rieffel of the Walter Materials Handling company next spoke about AF projects from around the world, including a tyre-derived fuel project in Morocco, RDF from MSW and another using whole tyres. The company can supply all of the different types of equipment that may be required for AF projects, including automated crane systems, extraction and dosing systems and double gate airlock valves used for sending whole tyres into the kiln.
Heikki Jyrkinen of CrossWrap told delegates about the benefit of wrapping bales as a solution for RDF/SRF handling, transport and storage. Baled material is dense (approximately 1.5t/m3) and compact, offering an economical solution for transportation, while at the same time allowing easy handling without littering and odour, as well as being an easy intermediate storage option. The wrapping material is a strength-enhancing UV-resistant PE stretch film, which costs around Euro3 for the kilo of plastic used for each bale. CrossWrap also offers an automatic bale opener machine, which can open up to 60 bales per hour, each up to 1.5t, for a cost of as low as Euro0.1 per bale.
Thomas Jennewein of FLSMidth Pfister spoke about the crucial topic of dosing of AF. The ProsCon 'prospective control' system is a rotary weighfeeder vessel positioned on load cells which allows continuous accurate dosage of a variety of materials, including even problematic AF and also pulverised coal and lignite.
Leos Volesky of Schenck Process next compared and contrasted the difference between dream solutions for handling, storage and dosing of AF and those solutions that have to exist in the real world. The differences typically come from time pressures, return on investment criteria and from engineering pressures. Leos suggested the use of more objective thinking during the design process, and also urged the audience to understand the limits of the equipment and to accept them. Thorough testing of potential AF is crucial to equipment design or selection.
Luigi Di Matteo, CEO of a German family-owned company with an Italian name, firstly stated that all of the company's products are 100% made in Germany. Di Matteo manufactures equipment to achieve all steps from waste reception, through RDF/SRF production to dosing and combustion, including the well-known award-winning Di Matteo WeighTube weighfeeder.
Ted T Reese, director of commercial development at Cadence Environmental Energy, spoke about his company's solutions to improve AF combustion. The classic technology proposed by the company is the feedfork, which can dose whole tyres into the middle of longer kilns, while the company's Mixing Air technology promotes thorough mixing of combustion gases, improving fuel burnout and increasing potential TSR. Larger particle sizes, delayed ignition rates and typically lower sourcing cost can all lead to higher CO levels, but this can be largely avoided through kiln atmosphere destratification with the use of the mixing air approach. After gaining experience and knowledge of refineries from an early-career job, Ted pointed out that the fluidised catalytic cracker (FCC) which is at the heart of many oil refineries tends to produce FCC slurry oil at a rate of about 1 - 2% of throughput. The slurry's oil-contaminated solid component can be used as a high CV AF (18 - 21MJ/kg), which is generated at a rate of 5-10,000t/year depending on the refinery. Crude oil also includes sediment at a rate of 1 - 2%, with a 400,000bpd refinery producing the material at a rate of around 100t/week, at a CV of around 24MJ/kg.
Presenters from Yara, Robecco and Thorwesten Vent next spoke about the means to avoid, to prevent and to deal with explosions caused by combustion of conventional and alternative fuels. Oxygen is always present in all process chambers, and of course there is the presence of fuel, but ignition sources may be present in the form of hot surfaces, flames and hot gases, mechanical sparks, electrical equipment sparks and static electric sparks. Robecco provides sensing equipment that can detect the incipient conditions of a fie hazard. Yara provides systems and gases that can be used for emergency explosion prevention and to extinguish smoldering fires, by pumping inert gases such as CO2, nitrogen or even noble gases into a mill, for example, to reduce the O2 level to lower than 2%. Cement plants may have been designed with long ducts which allow flame propagation fronts to accelerate to even 200m/s, which lead to the destruction of any vessel, while non-reclosing vents will allow oxygen ingress and subsequent fire development. Thorwesten Vent can help cement plants to avoid these fire- and explosion-related problems.
Michalis Akritopolous of Cinar Ltd gave the penultimate presentation at the conference, on AF combustion optimisation using computation fluid dynamics modeling of process flow. Cinar's modeling software allows the modeling of a connection between combustion gases and mineral development. Michalis pointed out that the potential for firing AF through the main burner is relatively limited compared to combustion in the calciner, where the TSR can surpass 60%: larger particles can be injected and depending on the fuel used there is a possibility to reduce NOx and CO. However, flow stratification, hot spots, oxygen levels and temperature variations can all affect AF combustion. Michalis pointed out that an semi-iterative CFD approach to process design can provide efficiency improvements and very fast payback.
Ed Verhamme reascended to the stage to give the final presentation at the conference, on the combustion of obsolete pesticides in cement kilns. A trial burn in an un-named central Asian cement kiln allowed investigators to conclude that burning pesticides does not affect emissions from the kiln, that the wastes are well destroyed in the kiln, that there in no additional pollution from the kiln and that the quality of the clinker and the cement is not adversely affected. There are stores of obsolete pesticides around the world that are difficult to destroy: cement kilns seem to be an effective solution to the problem, particularly in former Soviet-states in Asia and Eastern Europe. A disposal gate fee of perhaps Euro2000/t means that the investment in equipment to allow the material to be processed is probably economic, and the equipment can then be used for other hazardous waste and other AF.
On the conference questionnaire, delegates cited the networking opportunities, technical content of the conference, the quality of the exhibition and the quality of the hotel and the quality of the hotel food very highly. The 'value for money' mark of the event was the highest ever recorded for the CemFuels Conference.
Furthermore, delegates made the following comments:
At the event's Farewell Party, a number of awards were presented. The Yara, Robecco and Thorwesten Vent stand was awarded the prize for 'best exhibition booth.' In the best presentation awards, voted for by the delegates, Neville Roberts of N&P was third, Jan Theulen of HeidelbergCement was second and Ted T Reese was the winner. It was announced at the event that the 10th anniversary Global CemFuels conference, exhibition and awards will take place in February 2016, in Prague. We look forward to seeing you there!

View the image gallery from the 10th Global CemFuels Conference & Exhibition 2016 (large gallery - may take time to load)
View the video from the 10th Global CemFuels Conference & Exhibition 2016
The 10th Global CemFuels conference featured a major exhibition of international suppliers of alternative fuels (AF) equipment and services, which was busy throughout the event.
The keynote presenter at the conference was Sussan Pasuki of HeidelbergCement, who spoke about her company’s reasons for trying to use more alternative fuels and raw materials. She stated that the aim was to create a more ‘liveable’ environment. The Paris Cop21 agreements were followed by the WBCSD’s CSI members pledging to reduce their CO2 emissions by 20 - 25% by 2030. Indeed, there have been various calls to phase out the global use of fossil fuels by 2050. HeidelbergCement has been developing new low energy clinkers, new production methods without using fossil fuels, and is active in CCS (carbon capture and storage) projects. Production optimisation is ongoing, in order to reduce the energy consumption for clinkerisation. Waste markets are continually changing, seemingly always becoming more difficult to deal with, but the outcome of these changes is to require increased flexibility and a wide fuel portfolio. The cement industry needs a high quality fuel, with high heat value, low moisture, low ash and good burnability, but the market mitigates against all of these, requiring a final balance between quality and cost. In HeidelbergCement’s Central Europe-Central Asia area, 75% of alternative fuels use is RDF, with a further 17% from tyres/rubber. Sussan said that diversification is essential and that the company should increasingly look at the use of hazardous waste as AF. Sussan also suggested that further advances in AF use can be gained through improvements in AF drying, through improvements in burnability through cutting and/or milling the materials, through increasing residence times, through oxygen injection and through new burner types. HeidelbergCement’s merger with Italcementi will undoubtedly bring changes (and new targets). The company will also make great efforts to improve AF usage rates in developing countries, and in the US and Canada, where AF thermal substitution rates (TSR) lag behind the rest of the developed world.
Second up at the conference was Neville Roberts, on behalf of N+P, speaking about the development of a new waste-derived pelletised AF called SubCoal. The material has moisture content of lower than around 6%, relatively high density (450kg/t) and high calorific value (CV) of around 20MJ/kg. SubCoal is millable with coal, meaning that no significant investment is required. The material is hydrophobic and can be stored outside prior to combustion. Full scale trials of milling and usage are ongoing.
Andy Hill of SUEZ next gave an overview of AF markets in Europe. His company recovers around 60% of the waste it collects in the UK, and it also operates in a number of other countries around the world. Andy first said that it is next to impossible to forecast the future oil price: the level of overcapacity is only around 2%, but prices have dropped 75% from their peak. Petcoke pricing has also dropped, by around 50% in the last 12 months. Andy pointed out that the daily rental rate of a Ferrari F40 is around US$5600, which is cheaper than renting a Capesize bulk transporter, at around US$1600/day. This is bad news for shipowners, but good news for AF producers that want to open up new markets. Andy said that the EU now aims to create a circular economy, minimising the use of virgin materials and maximising the use of waste and by-products from other industries. European legislation is now being augmented to make the circular economy even tighter, using mandatory separate collection for municipal wastes and further reducing waste going to landfill. The putative target for recycling in Europe will be 75% of all materials, with higher levels for metals and plastics. Carbon prices are also likely to be driven up through legislative action, partly through restricting the number of permits issued. Standards legislation will also be brought into being for alternative fuels, improving traceability, driving out of business some less scrupulous operators. Andy pointed out that the cement industry is now in competition with many other industries for AF, including lime, energy, steel, chemicals and glass industries. Andy concluded that the AF market worldwide could amount to over 40Mt/year.
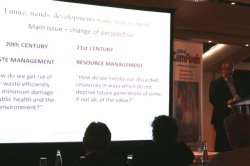
Ed Verhamme of Alternate Resource Partners spoke about how to identify the right waste markets for AF (‘and R’). Ed suggested that in that the CO2 per tonne of clinker produced will be one of the key performance indicators in the future, lower fossil-fuel-intensive fuel mixes will be used, there will be a lower clinker factor and CCS will become a reality. Ed presented data showing not only the mix of means of waste disposal in different continents, but also the variation in waste mix between developed (mainly paper and plastics) and developing (higher levels of organics) countries. Ed suggested that the outlook has changed from a ‘waste’ mindset to one of ‘How can we handle our discarded resources in ways which do not deprive future generations of some, if not all, of their the value?’ Ed spoke about a factory in the Netherlands which is taking waste water treatment sludge, which might currently be used as a fuel in the cement industry, but which is being broken down into its component parts of paper fibres and of organic waste, with each of these separated commodities being used as raw materials in paper-making and as fertiliser: in the waste hierarchy, these uses would outrank the use of dried sludge as fuels in the cement industry in the traditional waste hierarchy.
A pair of speakers, Pier Cella Mazzariol from Entsorga and Gianni Gallozzi of Italcementi, next spoke about Entsorga’s 100,000t/year MBT facility in West Virginia, just 120km from Washington DC. The biological drying plant will produce around 50,000t of ‘Prometheus’ solid recovered fuel (SRF) with Cl at less than 0.3% and this will be delivered to the nearby Essroc cement plant to be co-fired with coal. The US$25m unit will come on-stream at the end of 2017. Mr Mazzariol pointed out that the facility can only come into being with the strong support of a variety of local bodies, including the waste provider, funders and lenders, the Environmental Protection Agency and the cement plant, working together, finding solutions together. The EPA in particular pragmatically awarded the input into the facility’s material stream the status of ‘non-waste,’ making its creation significantly easier. “It is essential to have a ‘take or pay’ contract from the cement plant,” he said, “in order to make the project bankable.” In the end, all participants involved in the project can report a ‘Win’ outcome from the new plant - and this is a project that has been created on a ‘pure market’ basis, without subsidies. The project - which started after a conversation at a previous Global CemFuels Conference - will have taken around four years from start to finish, but could be replicated in a much shorter time in the future.
Markus Binding of Convaero presented the results of three years of operation of a bio-drying MBT facility in Kula, near Istanbul, Turkey, operated by Cementir Holding and Recydia. The project was built in stages, culminating in the creation of 35 covered bays, each holding 600t of MSW. The essence of Convaero’s technology comprises a covering membrane which prompts temperature rises while reducing odours, and active aeration. The organic content of the received waste is around 50%, with mixed paper the next largest fraction, followed by plastic films, textiles and rigid plastics. Moisture content of the received waste is high, at perhaps 55%. At all stages of treatment, saleable fractions are separated for sale. Markus stated that material can be produced in as few as 15 days in the hot summer months, but will take as long as 25 days in the cold winter months, meaning that the throughput of the plant is reduced in the winter. Output from the plant is at a moisture content of less than 20%, with CV of 2850kCal/kg and Cl content of around 0.75%. Ash content is around 25%, density in a walking floor truck is 750kg, but baled waste has a density of more than 1t/m3. Lessons to be learned from the project would include the importance of having a well-trained team ready for the commissioning of the plant, the importance of maintenance, process control and continuous improvement. Markus baldly stated that if there is no gate fee, “there is no business.” At the other end of the factory, SRF is a real product, he said, which must command a real price, based on Euros/GJ.
Christophe Garcia of shredding machine manufacturer Precimeca next gave some ideas on how to select the best tyre shredder for the production of RDF, in association with Vicat Turkey. Christophe first of all stated that “Tyre-derived fuel (TDF) is first-class alternative fuel.” TDF has a high CV, stable and homogeneous properties, low sulphur content and a high biomass fraction (20% for passenger car tyres, 30% for truck tyres). TDF may in turn have an average mix of 70% passenger car tyres and 30% truck tyres. He suggested that a shredder should be designed to create a clean cut, so that the metal bead of the tyre is not left outside the shredded particles, since this can lead to problems in handling, wear and blockages. The company’s NEO tyre shredder can provide such a clean cut. Blades take around a day to change, while the blade lifetime is around 2500 hours.
Jori Kaaresmaa from BMH Technology and Ms. Ursula Kääntee of Finnsementti next co-authored a paper on how to match quality and price, in this instance producing AF for a 40-year old kiln. Finnsementti has managed to reduce its specific CO2 emissions by 27% since 1990, largely through the use of AF. The Parainen cement kiln has a 2200t/day cyclone preheater kiln with riser firing, and this kiln uses waste oils, MBM, TDF and SRF. Jori pointed out that the SRF price must be cheaper than coal and allow both parties to make a profit, while a long-term delivery contract must also exist. SRF quality is specified in the contract, and there should be appropriate ‘carrots and sticks,’ in order to ensure quality compliance. BMH Technology’s Tyrannosaurus shredder has a MIPS, or massive impact protection system, which avoids shaft and blade damage from foreign bodies in the waste, (which may occur even in pre-sorted waste) such as chunks of steel, bicycle frames (or even dead dogs). A special system (‘Zero Gap’) ensures that the gap between blades and cutting frame is practically zero, which improves cutting quality. The SRF production system at Finnsementti is sized to be able to produce around 25t/hour, at a size of <80mm. Having a single SRF supplier, rather than a range of suppliers, can be a distinct advantage, potentially for both sides.
Robert Jansky of Cemmac, a cement plant in Slovakia, introduced the next presentation: His company’s five-stage precalciner plant has used AF since 2004, in the form of whole tyres, and later RDF, at a rate of 10 - 20%, peaking at 50%. 60% of the fuel is fed to the kiln and 40% to the calciners, although RDF firing into the calciners is limited to 1t/hour or 20%, due to high CO levels measured at the exit of the stage 4 cyclone (with stage 5 being the bottom stage). However, even with the firing of pure coal, the firing rate is limited by CO levels, which in turn limits the degree of calcination and overall plant capacity. There are also severe problems with sulphur-based build-ups forming in the area above the kiln inlet chamber: in order to remove the build-up, the kiln is stopped for several hours roughly every two weeks. The kiln also suffers from a reducing zone, since unburned AF particles can fall onto the clinker bed. The second part of the presentation was given by Con Manias of FCT, who explained how some of these problems were solved. Con pointed out that the base problem was a high variability of sulphur volatility. He showed that the unburned AF landing on the clinker bed led to reducing conditions which led to volatilisation of sulphur and subsequent problems. This can happen with low momentum burners, but this particular plant had a burner of adequate size. Another problem was that there was a relatively high chlorine level in the meal, which was not being fully addressed by an under-sized chlorine bypass. The plant had been adding gypsum into the raw meal, and it was suggested that this should be stopped. Con reminded delegates that particle combustion happens in three stages: drying, torrefaction and final burn-out of char particles. The burn-out time of many of the RDF particles was longer than the residence time in the calciner. By relocating burners in the calciner, it was possible to start char burn-out much earlier, leading to more complete particle combustion. It was suggested that feeding a finer AF would allow 100% burn-out of particles. It was also suggested that the shape of the main burner flame should be modified to avoid particle impingement on the clinker bed.
After the first day of the conference, delegates travelled to the elegant Lobkowicz Palace in the grounds of Prague Castle for a sumptuous banquet of Czech cuisine. During the meal, the 2016 Global CemFuels Awards were presented, after a global online nomination and voting process. Outstanding AF project of the year was awarded to Cemex/SUEZ for the Malpass Farm unit in the UK; AF project manager of the year went to Frederico Contente of Masias, Spain; The AF-using company of the year was LafargeHolcim (for the first time); AF-supplier of the year was N+P of the Netherlands; The most innovative technology of the year for AF was Lindner-Recyclingtech’s shredders and the Global CemFuels ‘personality of the year’ was Jan Theulen of HeidelbergCement. Many delegates finished off the evening with a convivial visit to the U Vejvodu hostelry in Old Prague.
On the second day of the conference, Daniel Wresnik of Untha (and co-authors from Geocycle) spoke about a single-cycle shredding solution for SRF, using a case study of processing of footwear manufacturing waste in Vietnam. Geocycle made a first inquiry to Untha in a two-line email, back in September 2014, but just one year later, in September 2015, the machine was already installed in the factory with a signed acceptance test. The waste handling facility receives 4000 - 5000t/month of waste. The unit uses a single shredding rotor with 21 blades, and features inbuilt fire fighting systems. Throughout is approximately 10t/hour, with a material density of approximately 100kg/m3.
Svend Christensen of Metso and Ivo Raadla of Technobalt Eesti Ltd (Estonia) co-authored the next paper, on the selection of shredders for AF. “Selecting the right shredder is not a science, it’s an art,” concluded Svend Christensen.
Luigi Di Matteo of Di Matteo GmbH and co-authors from Dyckerhoff Eastern Europe started the next conference session on handling, feeding and dosing, by speaking on ‘key factors for the successful use of AF in the cement industry.’ Luigi mentioned that the characterisation of the AF is a crucial first step to be able to handle and dose the material, while the safety aspects of AF have also become more important over the years. He pointed out that different particle sizes and shapes will ‘fly’ differently upon injection into the kiln, while each different kind of material in an RDF mix will have its own combustion rate and characteristics: these must be taken into account not only when planning combustion, but also in the material mix and in the fuel preparation. Any ‘error’ in fuel preparation will be propagated through the system and will finally be revealed in the pyroprocessing system (as mentioned by Con Manias the previous day in his presentation on the reducing conditions encountered when using a too-coarse AF at a cement plant in Bulgaria). Luigi Di Matteo gave some details of an RDF flash dryer installed by his company at Buzzi Dyckerhoff at Nowiny, Poland, which was chosen over a drum dryer, having only 30% of the comparable investment cost. The flash dryer - using exhaust gas from the cooler at 190°C - has the effect of reducing the moisture content by up to 8%, but also of reducing the level of inserts in the RDF. The calorific value (CV) value of the material was increased by 2mJ/t, while 20t of rejects were produced each month, reducing wear on the system: maintenance and operating cost is around Euro0.7/t of RDF.
Leoš Voleský of Schenck Process next spoke on solutions for efficient feeding, with co-authors from CRH Ozarow and from Titan Cement Alexandria. Leos state that the quality of AF being used in cement plants has reduced over the years, requiring improvements in equipment and processes by the users. For example, the trend is towards larger particle sizes, higher moisture contents and higher compressibility in AF. In a sentiment also echoed by other speakers, Leos suggested that the reality of preparation of AF represents a series of compromises, particularly because capital expenditure budgets are still restricted, with a requirement for a fast return on investment. Leos mentioned the use of an over-belt IR-based on-line analyser before the main storage at the Ozarow plant, which assesses a continuous 1% sample of the AF stream for moisture and chlorine. Signals from the analyser are matched with an extensive database of materials. If aberrant levels are detected, then material reception is suspended and previously fed materials are sent to a reject silo for subsequent low-level feeding into a higher quality AF stream.
Next Thomas Jennewein of FLSmidth Pfister GmbH and his co-author Franz-Joseph Schäfers of Spenner Zement GmbH gave an overview of AF usage at Spenner Zement since 1993. The plant started using fluff, but the earliest solution for dosing was ineffective: weighfeeding and dosing from Pfister was instituted, allowing higher TSR. Later the plant started to use meat and bone meal (MBM) which was enabled by a Pfister rotorweighfeder. In 2011, the plant invested in a TRW-S/D rotor weighfeeder to allow feeding and accurate dosing of low but variable density RDF (0.1 - 0.3t/m3) to the pyroprocess. Thomas echoed the sentiment that AF quality has decreased over the years and said that it has become essential that the wear parts are easily exchangeable. The slow rotation rate of the rotor weighfeeder, of around 4rpm, means that the device has low inherent wear in any case. Thomas mentioned an example of dosing wood dust into a lime kiln in Scandinavia, with bulk density 0.15 - 0.25t/m3 and moisture content of 15%.
Pascal Gübeli of SID SA, in a paper co-authored with Sinoma, next spoke about the feeding of pasty and hazardous fuels using the ‘Shredding, Mixing, Pumping’ SMP system. Pascal reminded delegates that hazardous materials are characterised by high ignitability, high reactivity, high corrosivity and also high toxicity - sparks must be strenuously avoided and generally the temperature of the material must be kept low, while preparation must be undertaken in an inert atmosphere. Due to the constraints of processing, preparation is expensive but the high gate fee and high calorific value can more than make up for this. The input into the SMP system is a solid/pasty mix of industrial and hazardous materials, but the output is a pumpable slurry. The SMP system uses a low-speed rotary shear shredder, with N2 blanketing, an anti-explosion system, a horizontal single-shaft shovel mixer, a double-auger piston pump and a special chute to a sealed hopper for any unshreddables. The slurry is finally introduced into the calciner system using an air-cooled lance.
In the final session of the conference, on combustion optimisation, the first paper was given by a consortium of researchers from Portugal: Sandro Conceição from AVE and Iñes Costa from consultancy 3Drivers spoke on behalf of the consortium on the use of AF in Portuguese cement plants. AVE acts as an effective middleman between the waste collectors and the cement plants. Iñes pointed out that the loss from the circular economy of around 50% of materials without any recycling is an economic inefficiency with a price of around Euro200/t - and at an average level in Europe of around 8t/person/year. Alongside the main collectors of the waste in Portugal, the consultancy effectively invented from scratch a full legal, technical and practical framework to enable Portuguese cement plants to coprocess AF in cement kilns. The study led the Portuguese authorities to instigate a taxation system on waste destined for the cement industry that allows a fair sharing of the benefits of recycling, and a certainty for all participants of the basis of future waste use in the cement industry.
The penultimate presentation at the conference was given by Jan Spacek of Geocycle, speaking on the use of AF at LafargeHolcim’s Cizkovice plant, which was visited by delegates just before the conference. Jan reminded the audience that because the plant is so close to the German border, only 85km from Dresden, around one third of the plant’s sales go to the German market. The plant was established in 1898 and was largely reconstructed after Lafarge became a majority owner in 1992. The plant has a single rotary kiln with a five stage preheater with precalciner, with a clinker production capacity of 2250t/day. 55% of heat input goes into the calciner and 45% into the main burner, with a variety of types of AF being fed into each. As delegates saw for themselves, there are separate fuel collection and preparation areas for the calciner and for the burner fuels. Jan pointed out that the AF systems did not come into being overnight, but that they are the result of a long-term organic growth of the facilities since 1997. Significant developments included the construction of a ‘Waste City,’ a waste storage and pre-homogenisation shed in 2009 - 10; the creation of a chlorine bypass in 2010 - 11 to allow an increase in the use of solid shredded waste (SSW) on the main burner and the control of build-ups; and the construction of a new calciner channel in 2012 - 13 to allow further increases in the level of AF usage. The plant now has a TSR of 90%, using solvents, several types of sludge, shredded tyres, impregnated sawdust, wooden chips, fine rubber and animal meal. Jan reminded delegates that the car industry is highly developed in the Czech Republic, producing more than 2m cars each year, so that there is a ready supply of car manufacturing waste which makes a good AF.
The final presentation at the conference was given by Ted T. Reese of Cadence Environmental Energy, co-authored by Milan Stanoev of Titan Bulgaria’s four-stage preheater (no calciner) Zlatna Panega plant. The plant uses tyres and an engineered fuel supplied by a local Titan-owned company GAEA (Green Alternative Energy Assets). The two companies have worked together to reduce CO production (which can arise through incomplete combustion of AF) and to maximise AF usage rates. Cadence supplies ‘Mixing Air Technology’ which decreases stratification in the kiln by increasing turbulence via a pair of kiln-mounted blowers and it was this system that was applied in Bulgaria. The project increased the use of whole tyres from 11% TSR to nearly 19% TSR, with no significant increase in CO. In fact, there were fewer blockages in the preheater tower after project completion.
After the end of the event’s presentation programme, but prior to the subsequent day’s popular visit to the Cemex Prachovice cement plant, delegates gathered together for farewell drinks and the presentation of prizes for the most popular presentations, as voted for by the delegates themselves. In third place was Luigi Di Matteo for his co-authored paper on the possibilities of AF preparation at Buzzi Dyckerhoff at Nowiny, Poland; in second place was the multi-author study of AF use in Portuguese cement kilns; while in first place (for the second time at CemFuels conferences) was Ted Reese of Cadence Environmental Energy, for his co-authored paper on increasing AF usage at Titan Bulgaria’s Zlatna Panega cement plant.
Delegates strongly praised this 10th anniversary Global CemFuels Conference, with one Saudi Arabian cement company attendee describing the event as “Better than excellent.”
What the delegates said at Global CemFuels 2016
• Congratulations for the overall experience
• Thanks for the good conference
• Excellent organisation
• Punctuality, professionality, quality
• Great conference, well organised
• Having spent 31 years in the oil & gas, chemicals and petrochemicals, fertilizers and speciality business, I can testify that this event tops all those that I attended in almost everything (Saudi Arabian cement producer delegate)
• Very well organised conference -right place, open peoiple - good chance to make networking and find a solution for many problems related to alternative fuels
• Many thanks for all organisers and standby team of Global Cement.
• Better than excellent!
| Date | Name of Event | Venue |
| 23 - 24 September 2026 | 19th Global CemFuels Conference & Exhibition 2026 | Geneva, Switzerland |
| 27 - 28 January 2027 | 2nd CemFuels Asia Conference & Exhibition | Kuala Lumpur, Malaysia |
| 18 - 19 March 2027 | 7th Global FutureCem Conference & Exhibition | Brussels, Belgium |
| 28 - 29 April 2027 | 19th Global Slag Conference & Exhibition | Aachen, Germany |
| 12 - 13 May 2027 | 2nd Global CementAI Conference | Munich, Germany |
| June 2027 | 4th Global CemCCUS Conference & Exhibition | Lyon, France |
| Date | Name of Event | Venue |
| 14 - 15 October 2026 | 24th Global Gypsum Conference & Exhibition | Istanbul, Türkiye |
| 11 - 12 November 2026 | 19th Global Insulation Conference & Exhibition | Dublin, Ireland |


